Резьбовые фланцы на какое давление
Содержание статьи
Типы, размеры и давление фланцев
8 лет на рынке металлопроката
Работаем с ИП, частными лицами, Управляющими Компаниями и другими организациями
Доставим продукцию к назначенному времени
Доставка по Санкт-Петербургу и Ленинградской области
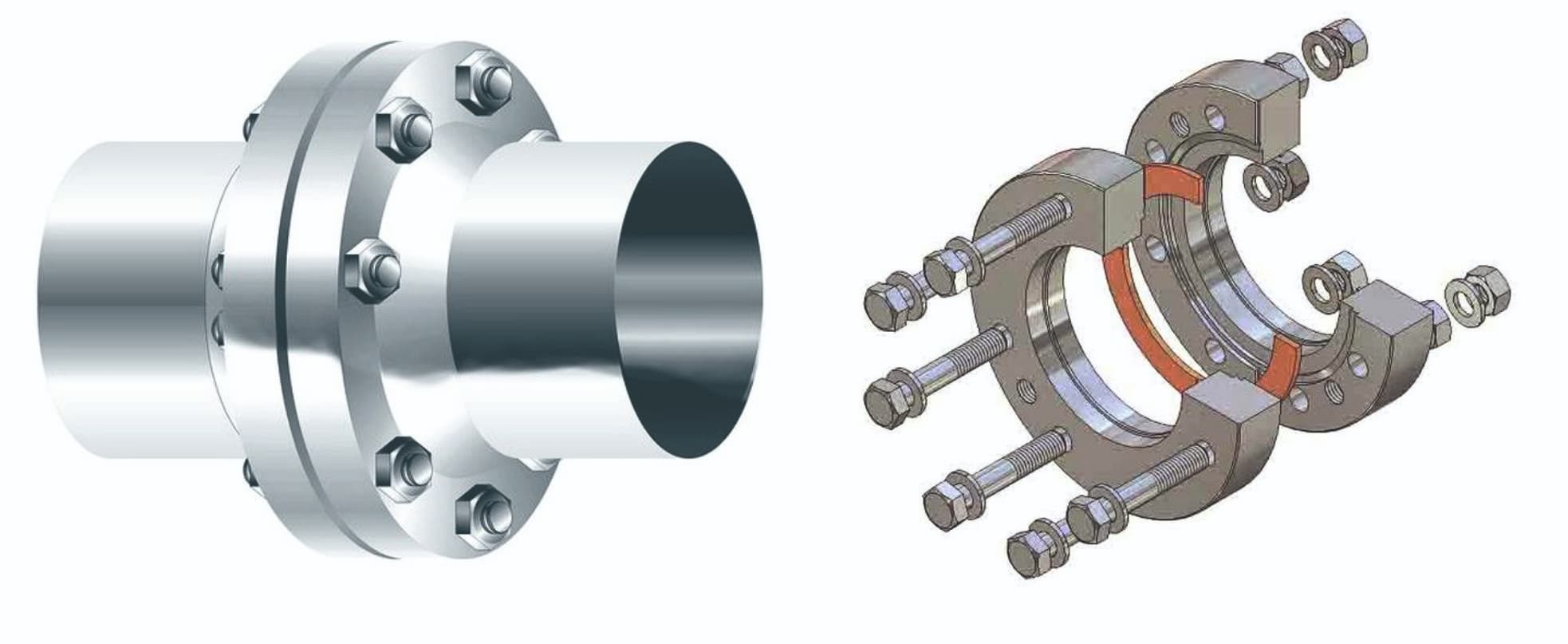
Фланец — это стандартный конструктивный элемент плотно соединяющий два станка или систему трубопроводов надежным герметичным образом. Для этого между фланцами используются соответствующие прокладки, которые отличаются друг от друга в зависимости от класса давления. Большинство из них имеет кругообразную форму, а соединение двух деталей осуществляется болтами. Реже они встречаются в форме четырехугольника или эллипса.

Особенности
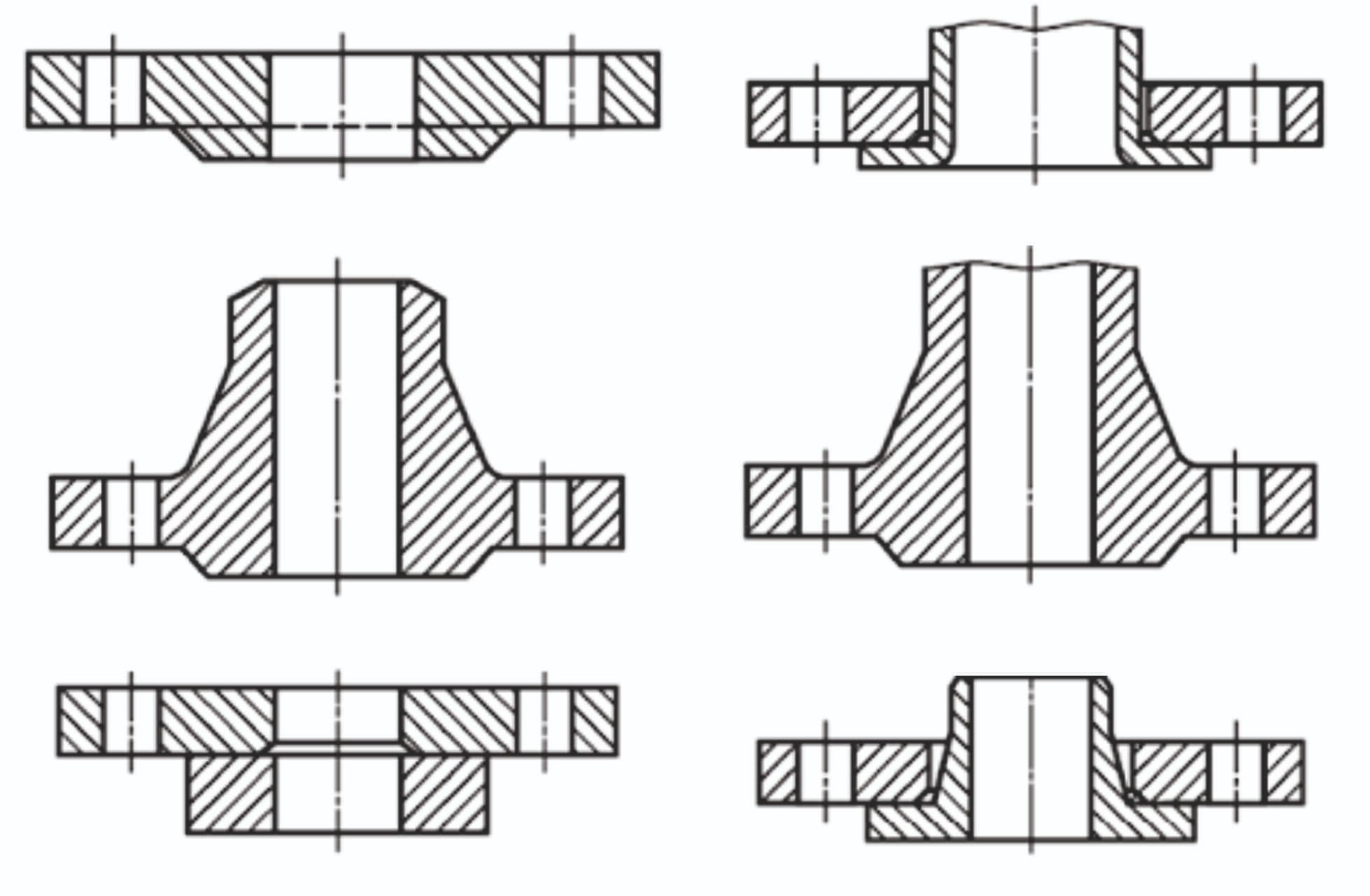
В зависимости от условий эксплуатации фланцы производятся из латуни, железа, меди и других нержавеющих материалов. Классифицируются по давлению и размерам. Соединяются через болтовые отверстия. Исполнение фланцев: плоские, с впадинами, выступами, пазами, шипами и т.д. Изделия производятся по ГОСТ ГОСТ 12821-80, ГОСТ 33259-2015, ГОСТ 12820-80.
Основная сфера применения фланцев — формирование системы трубопроводов. Так же они могут использоваться в станках и оборудовании в качестве соединительного элемента между деталями установки. Он соединяется при помощи сварки или шестерен.
Самый основной проблемой использования фланца является невозможность обеспечить полную водонепроницаемость. Первой причиной этой проблемы является то что соединительный и уплотнительный элемент не являются единым целым. Это плюс неправильная техника монтажа приводит к неизбежной утечке. Для получения герметичного фланцевого соединения необходима правильная установка прокладки. Болты должны иметь необходимый момент затяжки, а общее напряжение затяжки должно равномерно распределяться по всему соединению.
Уделяя внимание данным особенностям, основной задачей является сохранить постоянство предварительной нагрузки на болт во время монтажа и после, когда соединение начинает функционировать, потому как необходимо чтобы предварительная нагрузка на болт была больше давления внутри фланца. Одновременно необходимо обеспечить продолжение предварительной нагрузки на болты. В противном случае не удастся предупредить утечку. Кроме того, в используемых методах на поверхности фланца могут образоваться повреждения, которые потом необходимо будет удалить. Для уменьшения повреждения такого рода и обеспечение герметичности во время затяжки необходимо контролировано прилагать вращательное усилие к болтам.
Классы давления
Расчет и подбор фланцев ведется на основании параметра номинального давления. Ему соответствует определенный диаметр. Он обозначается обозначается комбинацией букв «ДУ» или «DN», после чего стоит цифра, описывающая сам диаметр. Перевод условного диаметра по американским стандартам в классы давления (Мпа):
- 150 мм- 1,03 МПа;
- 300 мм — 2,07 МПа;
- 400 мм — 2,76 МПа;
- 600 мм — 4,14 МПа;
- 900 мм — 6,21 МПа;
- 1500 мм — 10,34 МПа;
- 2000 мм — 13,79 МПа;
- 3000 мм — 20,68 МПа.
1 мПа равен 10.197162 кгс/см2. Так можно перевести условное давление фланцев (Ру, кгс/см2). От этого показателя зависит, эксплуатационные характеристики детали.
Таблицы фланцев
Таблица размеров фланцев воротниковых ГОСТ 12821-80
Ру, кгс/см2 | Ду | Do | D2 | Dz | dz | Dw | do | H | Кол-во отверстий | Вес, кг |
10 | 15мм | 65мм | 30мм | 95мм | 19мм | 12мм | 10мм | 33мм | 4 | 0,58 |
20мм | 75мм | 38мм | 105мм | 26мм | 18мм | 12мм | 36мм | 4 | 0,87 | |
32мм | 100мм | 55мм | 135мм | 39мм | 31мм | 13мм | 40мм | 4 | 1,54 | |
80мм | 160мм | 105мм | 195мм | 90мм | 78мм | 15мм | 47мм | 4 | 3,67 | |
100мм | 180мм | 128мм | 215мм | 110мм | 96мм | 17мм | 48мм | 8м | 4,40 | |
125мм | 210мм | 156мм | 245мм | 135мм | 121мм | 19мм | 57мм | 8 | 6,71 | |
150мм | 240мм | 180мм | 280мм | 161мм | 146мм | 19мм | 57мм | 8 | 8,17 | |
500мм | 620мм | 550мм | 670мм | 535мм | 501мм | 24мм | 65мм | 20 | 38,5 | |
16 | 15мм | 65мм | 30мм | 95мм | 19мм | 12мм | 12мм | 33мм | 4 | 0,68 |
20мм | 75мм | 38мм | 105мм | 26мм | 18мм | 12мм | 36мм | 4 | 0,87 | |
400мм | 525мм | 450мм | 580мм | 432мм | 398мм | 32мм | 75мм | 16 | 43,0 | |
500мм | 650мм | 559мм | 710мм | 535мм | 501мм | 38мм | 90мм | 20 | 70,8 | |
600мм | 770мм | 660мм | 840мм | 636мм | 602мм | 41мм | 90мм | 20 | 99,3 | |
800мм | 950мм | 850мм | 1020мм | 826мм | 792мм | 45мм | 95мм | 24 | 130,6 | |
25 | 15мм | 95мм | 30мм | 95мм | 19мм | 12мм | 14мм | 33мм | 4 | 0,79 |
50мм | 160мм | 76мм | 160мм | 58мм | 49мм | 17мм | 45мм | 4 | 2,78 | |
40 | 250мм | 385мм | 310мм | 445мм | 278мм | 252мм | 39мм | 98мм | 12 | 37,6 |
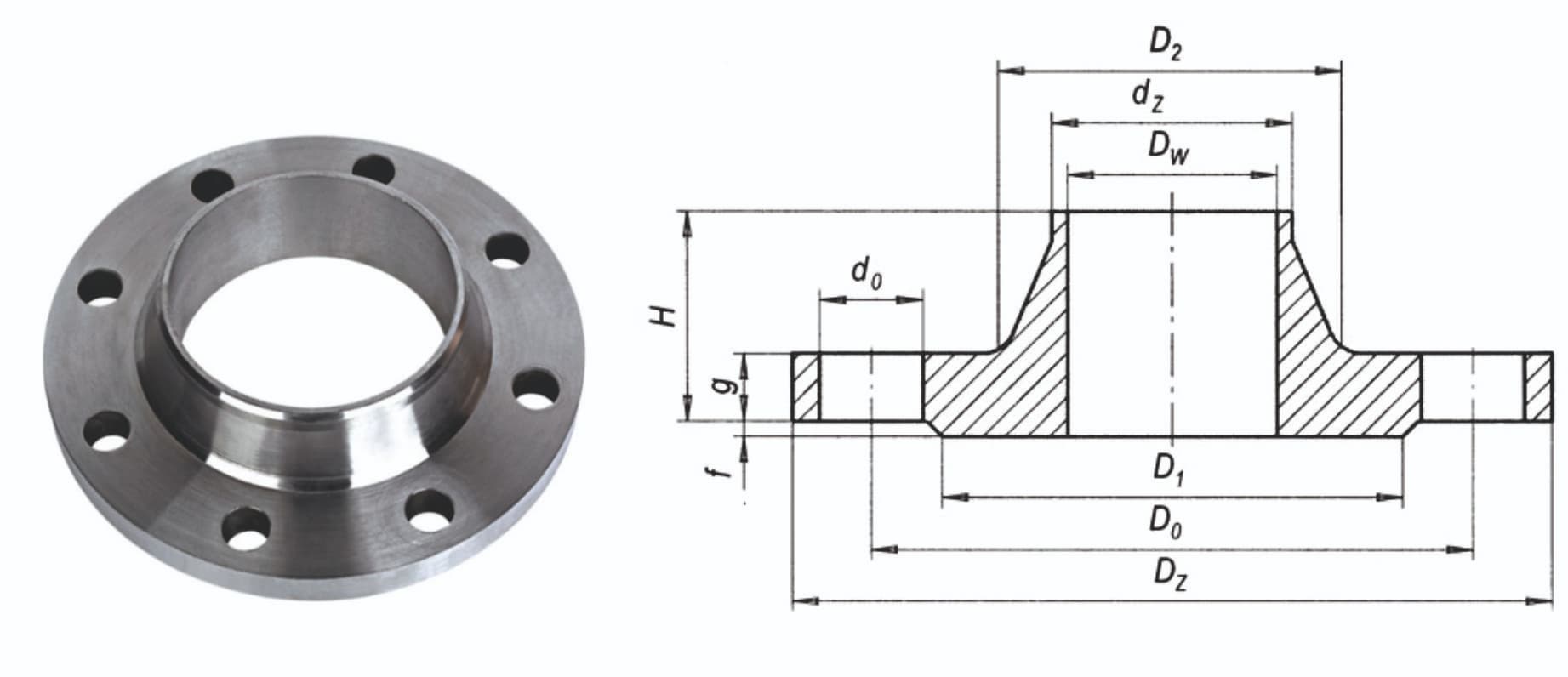
Таблица размеров и веса фланцев плоских приварных ГОСТ 12820-80
Ру, кгс/см2 | Ду, мм | Do | D2 | Dz | dz | Dw | do | Кол-во отверстий | Вес, кг |
10 | 15мм | 65мм | 47мм | 95мм | 19мм | 10мм | 14мм | 4 | 0,61 |
100мм | 180мм | 158мм | 215мм | 110мм | 23мм | 18мм | 8 | 4,73 | |
125мм | 210мм | 184мм | 245мм | 135мм | 25мм | 18мм | 8 | 6,38 | |
150мм | 650мм | 585мм | 710мм | 530мм | 44мм | 33мм | 20 | 57,0 | |
200мм | 295мм | 268мм | 335мм | 222мм | 27мм | 22мм | 12 | 10,1 | |
300мм | 410мм | 370мм | 460мм | 325мм | 28мм | 26мм | 12 | 17,8 | |
350мм | 470мм | 430мм | 520мм | 377мм | 30мм | 26мм | 16 | 22,9 | |
500мм | 650мм | 585мм | 710мм | 530мм | 44мм | 33мм | 20 | 57,0 | |
600мм | 770мм | 685мм | 840мм | 630мм | 45мм | 39мм | 20 | 80,0 | |
16 | 20мм | 75мм | 58мм | 105мм | 26мм | 14мм | 14мм | 4 | 0,86 |
100мм | 180мм | 158мм | 215мм | 110мм | 23мм | 18мм | 8 | 4,73 | |
125мм | 210мм | 184мм | 245мм | 135мм | 25мм | 18мм | 8 | 6,38 | |
150мм | 240мм | 212мм | 280мм | 161мм | 25мм | 22мм | 8 | 8,16 | |
200мм | 295мм | 268мм | 335мм | 222мм | 27мм | 22мм | 12 | 10,1 | |
300мм | 410мм | 370мм | 460мм | 325мм | 28мм | 26мм | 12 | 17,8 | |
600мм | 770мм | 686мм | 840мм | 630мм | 45мм | 39мм | 20 | 80,0 | |
1000мм | 1170мм | 1110мм | 1255мм | 1020мм | 58мм | 45мм | 28 | 179,4 | |
1200мм | 1390мм | 1330мм | 1485мм | 1220мм | 71мм | 52мм | 32 | 201,2 | |
25 | 20мм | 75мм | 58мм | 105мм | 26мм | 16мм | 14мм | 4 | 0,98 |
200мм | 310мм | 278мм | 360мм | 222мм | 29мм | 26мм | 12 | 13,3 | |
250мм | 370мм | 335мм | 425мм | 273мм | 31мм | 30мм | 12 | 18,9 |
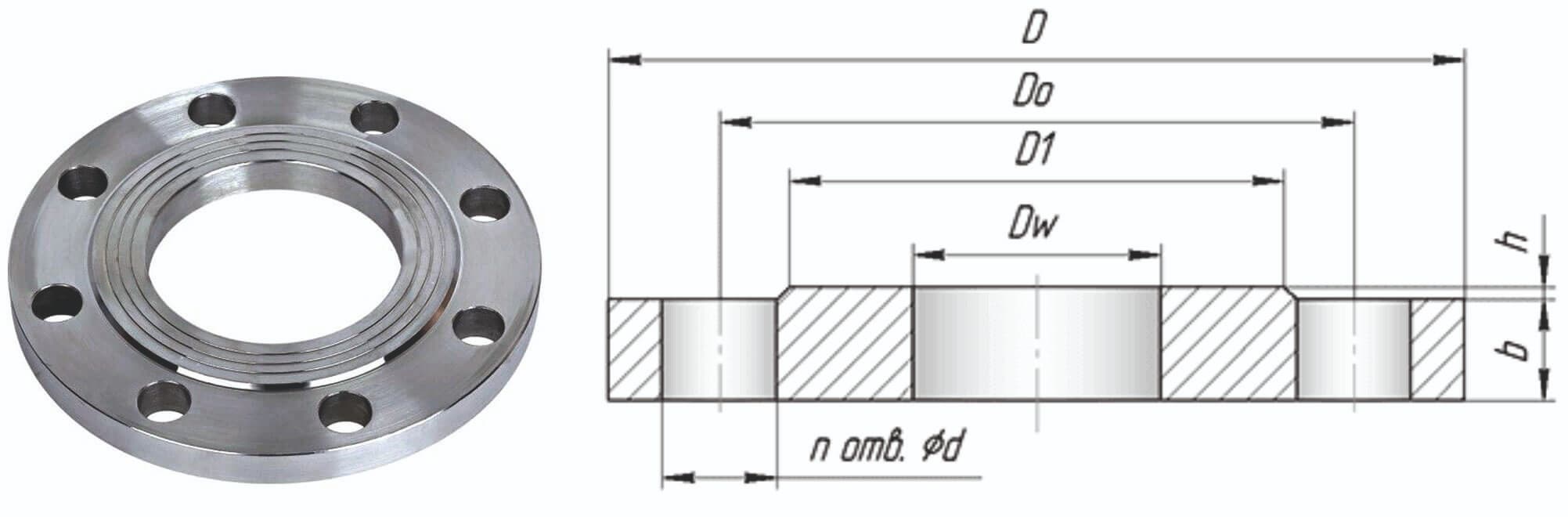
Таблица размеров и диаметров фланцев прижимных
Ру, кгс/см2 | Ду, мм | Do | D2 | Dz | dz | Dw | do | Кол-во отверстий | Вес, кг |
10 | 20мм | 105мм | 75мм | 25мм | 31мм | 12мм | 14мм | 4 | 0,75 |
25мм | 115мм | 85мм | 32мм | 42мм | 12мм | 14мм | 4 | 1,05 | |
32мм | 135мм | 100мм | 40мм | 51мм | 14мм | 18мм | 4 | 1,41 | |
40мм | 145мм | 110мм | 50мм | 62мм | 15мм | 18мм | 4 | 1,76 | |
50мм | 160мм | 125мм | 63мм | 78мм | 15мм | 18мм | 4 | 2,02 | |
80мм | 195мм | 160мм | 90мм | 108мм | 17мм | 18мм | 4 | 3,40 | |
100мм | 215мм | 180мм | 110мм | 128мм | 19мм | 18мм | 8 | 4,03 | |
125мм | 245мм | 210мм | 140мм | 158мм | 21мм | 18мм | 8 | 5,20 | |
150мм | 280мм | 240мм | 160мм | 178мм | 21мм | 22мм | 8 | 6,86 | |
200мм | 335мм | 295мм | 225мм | 238мм | 21мм | 22мм | 8 | 8,28 | |
250мм | 390мм | 352мм | 280мм | 294мм | 23мм | 22мм | 12 | 10,3 | |
300мм | 440мм | 400мм | 315мм | 338мм | 24мм | 22мм | 12 | 13,6 | |
350мм | 500мм | 460мм | 355мм | 376мм | 24мм | 22мм | 16 | 19,9 | |
400мм | 656мм | 551мм | 400мм | 430мм | 26мм | 26мм | 16 | 25,9 | |
500мм | 670мм | 620мм | 500мм | 533мм | 28мм | 26мм | 20 | 35,4 | |
600мм | 780мм | 725мм | 630мм | 645мм | 31мм | 30мм | 20 | 43,0 | |
16 | 50мм | 160мм | 125мм | 63мм | 78мм | 19мм | 18мм | 4 | 2,25 |
80мм | 195мм | 160мм | 90мм | 108мм | 21мм | 18мм | 4 | 3,07 | |
100мм | 215мм | 180мм | 125мм | 135мм | 23мм | 18мм | 8 | 4,07 | |
125мм | 245мм | 210мм | 140мм | 158мм | 25мм | 18мм | 8 | 5,6 | |
150мм | 280мм | 240мм | 160мм | 178мм | 25мм | 22мм | 8 | 7,39 | |
200мм | 335мм | 295мм | 225мм | 238мм | 27мм | 22мм | 8 | 8,59 | |
250мм | 390мм | 352мм | 280мм | 294мм | 28мм | 22мм | 12 | 12,8 | |
300мм | 440мм | 400мм | 315мм | 338мм | 28мм | 22мм | 12 | 17,6 | |
350мм | 500мм | 460мм | 355мм | 376мм | 30мм | 22мм | 16 | 24,8 | |
400мм | 656мм | 551мм | 400мм | 430мм | 34мм | 26мм | 16 | 30,4 |
Наша компания реализует различные типы фланцев с доставкой по СПб, Ленобласти и в другие регионы. С ассортиментом продукции можно ознакомиться в специальном разделе. Для получения более подробной информации свяжитесь с менеджером компании по телефону +7 (812) 458-84-02(03).
Источник
ГОСТ 15763-2005 Соединения трубопроводов резьбовые и фланцевые на PN (P(y)) до 63 МПа (до около 630 кгс/кв. см ). Общие технические условия
ГОСТ 15763-2005
Группа Г18
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ РЕЗЬБОВЫЕ И ФЛАНЦЕВЫЕ
НА PN () до 63 МПа (до 630 кгс/см )
Общие технические условия
Threaded and flange pipe connections for PN to 63 MPa (to 630 kgf/cm).
General specifications
МКС 23.040.60
Дата введения 2009-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
1 РАЗРАБОТАН Некоммерческим партнерством «Сертификационный центр НАСТХОЛ» (НП «СЦ НАСТХОЛ»), Техническим Комитетом ТК 155 «Соединения трубопроводов общемашиностроительного применения»
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии Российской Федерации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол N 21 от 21 сентября 2005 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Министерство торговли и экономического развития Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Национальный институт стандартов и метрологии Кыргызской Республики |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
Узбекистан | UZ | Агентство «Узстандарт» |
4 Стандарт разработан с учетом основных нормативных положений международного стандарта ИСО 19879 «Соединения трубопроводов общего применения для гидравлических и пневматических систем — Методы испытаний соединений для гидравлических и пневматических систем» (пункты 4.1-4.4, разделы 5-10 в части методов стендовых испытаний соединений)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 19 июня 2008 г. N 122-ст межгосударственный стандарт ГОСТ 15763-2005 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2009 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст этих изменений — в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
1 Область применения
Настоящий стандарт распространяется на металлические резьбовые и фланцевые с приварным ниппелем соединения трубопроводов общемашиностроительного применения для гидравлических и пневматических систем и детали данных соединений трубопроводов, работающие в условиях неагрессивных сред при температуре окружающей и рабочей среды от минус 50 °С до плюс 120 °С и номинальном (условном) давлении до 63 МПа (до 630 кгс/см).
Стандарт не распространяется на фланцевые соединения по ГОСТ 9399, ГОСТ 12815-ГОСТ 12822, ГОСТ 22512.
Обязательные требования к качеству соединений, обеспечивающие их взаимозаменяемость, техническую совместимость и безопасность для жизни, здоровья и имущества населения, охраны окружающей среды, изложены в 4.1, 5.2.1, 5.2.5-5.2.8, 5.2.15-5.2.16, 5.2.19-5.2.21, 5.2.23, 5.2.26.2-5.2.26.4, 5.2.29-5.2.34, 5.3.1, 5.4.3, 6.1-6.5, 7.1-7.4, 7.5.1.2, 7.5.1.4, 7.5.1.5, 7.5.1.7-7.5.1.9, 7.5.2-7.5.4, 7.5.5.1, 7.5.6 и разделе 9.
Стандарт может быть использован для целей сертификации.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.303-84 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.308-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний
ГОСТ 356-80 Арматура и детали трубопроводов. Давления условные пробные и рабочие. Ряды
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 617-90* Трубы медные. Технические условия
______________
* На территории Российской Федерации действует ГОСТ 617-2006, здесь и далее по тексту. — Примечание изготовителя базы данных.
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1414-75 Прокат из конструкционной стали высокой обрабатываемости резанием. Технические условия
ГОСТ 1759.4-87 (ИСО 898-1-78) Болты, винты и шпильки. Механические свойства и методы испытаний*
_______________
* На территории Российской Федерации действует ГОСТ Р 52627-2006 (ИСО 898-1:1999) «Болты, винты и шпильки. Механические свойства и методы испытаний».
ГОСТ 2622-75 Трубы манометрические из бронзы марки БрОФ4-0,25 и латуни марки Л63. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 6424-73 Зев (отверстие), конец ключа и размер «под ключ»
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8734-75 Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ 9378-93 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9399-81 Фланцы стальные резьбовые на 20-100 МПа (200-1000 кгс/см). Технические условия
ГОСТ 9567-75 Трубы стальные прецизионные. Сортамент
ГОСТ 9833-73 Кольца резиновые уплотнительные круглого сечения для гидравлических и пневматических устройств. Конструкция и размеры
ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали. Технические условия
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 10702-78 Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки. Технические условия
ГОСТ 12815-80 Фланцы арматуры, соединительных частей и трубопроводов на от 0,1 до 20,0 МПа (от 1 до 200 кгс/см). Типы. Присоединительные размеры и размеры уплотнительных поверхностей
ГОСТ 12816-80 Фланцы арматуры, соединительных частей и трубопроводов на от 0,1 до 20,0 МПа (от 1 до 200 кгс/см). Общие технические требования
ГОСТ 12817-80 Фланцы литые из серого чугуна на от 0,1 до 1,6 МПа (от 1 до 16 кгс/см). Конструкция и размеры
ГОСТ 12818-80 Фланцы литые из ковкого чугуна на от 1,6 до 4,0 МПа (от 16 до 40 кгс/см). Конструкция и размеры
ГОСТ 12819-80 Фланцы литые стальные на от 1,6 до 20,0 МПа (от 16 до 200 кгс/см). Конструкция и размеры
ГОСТ 12820-80 Фланцы стальные плоские приварные на от 0,1 до 2,5 МПа (от 1 до 25 кгс/см). Конструкция и размеры
ГОСТ 12821-80 Фланцы стальные приварные встык на от 0,1 до 20 МПа (от 1 до 200 кгс/см). Конструкция и размеры
ГОСТ 12822-80 Фланцы стальные свободные на приварном кольце на от 0,1 до 2,5 МПа (от 1 до 25 кгс/см). Конструкция и размеры
Источник
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 9399-81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛАНЦЫ СТАЛЬНЫЕ РЕЗЬБОВЫЕ
НА Ру 20-100 МПа (200-1000 кгс/см2)
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.02.81 № 1137
3. ВЗАМЕН ГОСТ 9399-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято Постановлением Госстандарта от 26.02.91 № 176
6. ИЗДАНИЕ (январь 2004 г.) с Изменениями № 1, 2, утвержденными в июле 1986 г., феврале 1991 г. (ИУС 10-86, 5-91)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛАНЦЫ СТАЛЬНЫЕ РЕЗЬБОВЫЕ НА Ру20-100 МПа (200-1000 кгс/см2) Технические условия Threaded steel flanges for Pn 20-100 MPa (200-1000 kgf/cm2). Specifications | ГОСТ 9399-81 |
Дата введения 01.01.82
Настоящий стандарт распространяется на стальные резьбовые фланцы, применяемые в химической и нефтехимической промышленностях для арматуры, соединительных частей и трубопроводов с линзовым уплотнением на Ру 20-100 МПа (200-1000 кгс/см2) и Dy 6-200 мм с температурой от минус 50 до плюс 510 °С.
Требования, установленные в разд. 1-4, являются обязательными.
(Измененная редакция, Изм. № 2).
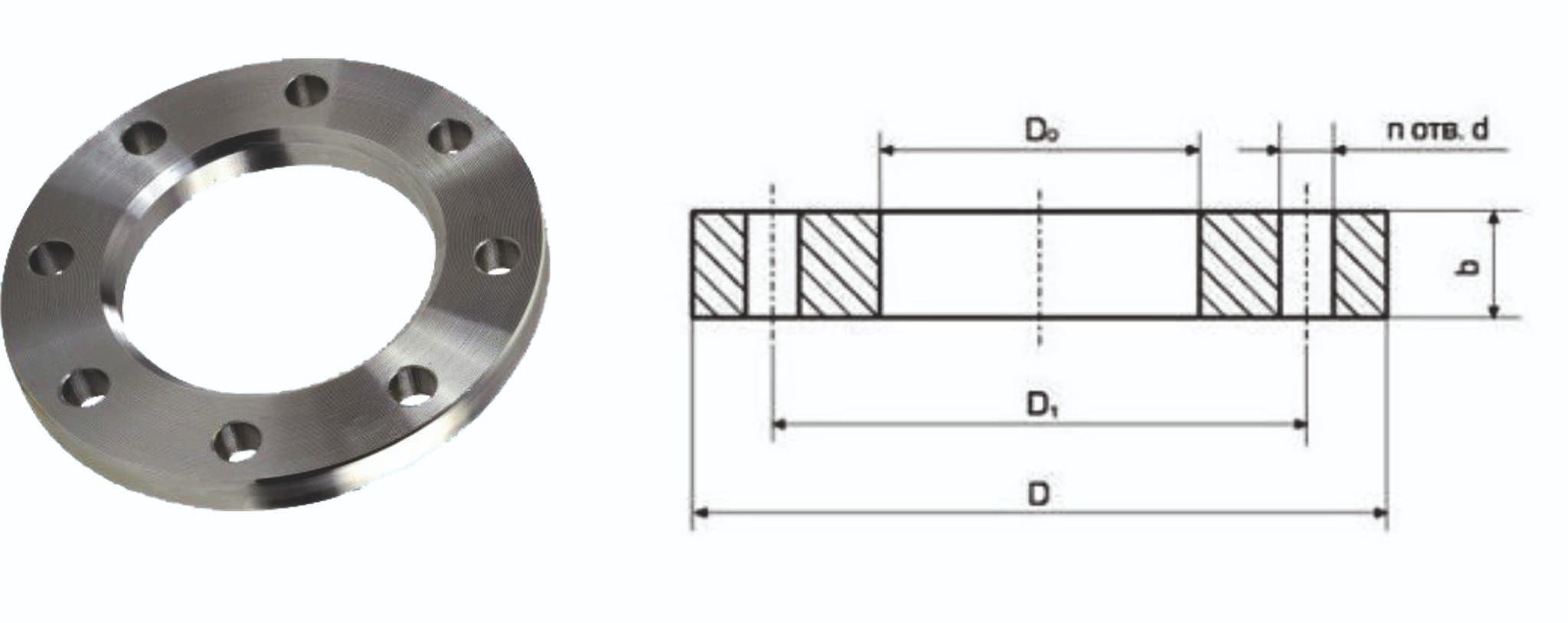
Конструкция и размеры фланцев должны соответствовать указанным на чертеже и в табл. 1.
Таблица 1
Размеры в мм
d | D h24 | D1 | b h24 | c | d1 Н16 | n | Масса, кг, не более |
М14 × 1,5 | 70 | 42 | 15 | 1,6 | 16 | 3 | 0,40 |
М16 × 1,5 | 0,38 | ||||||
М24 × 2 | 95 | 60 | 20 | 2,0 | 18 | 0,95 | |
М33 × 2 | 105 | 68 | 1,10 | ||||
М42 × 2 | 115 | 80 | 25 | 4 | 1,60 | ||
М48 × 2 | 135 | 95 | 30 | 22 | 2,60 | ||
М56 × 3 | 165 | 115 | 35 | 2,5 | 24 | 6 | 4,50 |
М64 × 3 | 4,25 | ||||||
М80 × 3 | 200 | 145 | 40 | 29 | 7,10 | ||
М100 × 3 | 225 | 170 | 50 | 33 | 10,50 | ||
М110 × 3 | 245 | 185 | 55 | 14,00 | |||
М125 × 4 | 260 | 195 | 3,0 | 36 | 15,00 | ||
М135 × 4 | 290 | 220 | 65 | 39 | 22,80 | ||
М155 × 4 | 300 | 235 | 70 | 8 | 23,20 | ||
М175 × 6 | 330 | 255 | 80 | 4,0 | 42 | 31,65 | |
М190 × 6 | 400 | 305 | 85 | 48 | 55,30 | ||
М215 × 6 | 315 | 95 | 55,85 | ||||
М240 × 6 | 460 | 360 | 105 | 55 | 84,55 | ||
М265 × 6 | 480 | 380 | 130 | 59 | 106,10 | ||
М295 × 6 | 570 | 460 | 10 | 164,20 |
Примечания:
1. Размер М16 × 1,5 допускается только для присоединительных видов арматуры, линзовых отводов и диафрагм.
2. Номинальные диаметры резьбы шпилек под размер d1 указаны в приложении 1.
Пример условного обозначения фланца с резьбой М33 × 2 из стали марки 38ХА:
Фланец М33 × 2-38 ХА ГОСТ 9399-81
(Измененная редакция, Изм. № 2).
2.1. Фланцы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Марки сталей для изготовления фланцев и параметры их применения должны соответствовать указанным в табл. 2.
Таблица 2
Марка стали | Обозначение стандарта | Предельные параметры применения | |
Температура, °С | Условное давление py, МПа (кгс/см2) | ||
35, 40, 45 | ГОСТ 1050 | От минус 40 до плюс 200 | 32 (320) |
30Х | ГОСТ 4543 | От минус 50 до плюс 200 | 63 (630) |
40Х, 38ХА, 35ХМ, 30ХМА | От минус 50 до плюс 400 | 80 (800) | |
25Х1МФ, 25Х2М1Ф, 20Х3МВФ | ГОСТ 20072 | От минус 50 до плюс 510 | 100 (1000) |
Примечание. Стали марок 35, 40, 45 допускается применять на Ру до 63 МПа (630 кгс/см2) для фланцев толщиной до 35 мм.
2.3. Фланцы должны изготовляться из сортового проката, штампованных заготовок или поковок.
2.4. Заготовки для фланцев должны быть подвергнуты термической обработке (закалке и отпуску). Режимы термической обработки приведены в приложении 2.
2.5. Механические свойства сталей в термически обработанном состоянии при температуре 20 °С должны соответствовать указанным в табл. 3.
Таблица 3
Марка стали | Условный предел текучести σ0,2, МПа (кгс/мм2) | Временное сопротивление σв, МПа (кгс/мм2) | Относительное удлинение σs, % | Ударная вязкость ан, Дж/см2 (кгс м/см2) | Твердость, НВ |
не менее | |||||
35, 40, 45 | 275 (28) | 530 (54) | 16 | 59 (6) | 156-197 |
30Х | 392 (40) | 618 (63) | 15 | 187-229 | |
38ХА, 40Х | 588 (60) | 735 (75) | 235-277 | ||
30ХМА, 35ХМ | |||||
25X1МФ | 667 (68) | 785 (80) | 13 | 248-293 | |
25Х2М1Ф | 12 | 49 (5) | |||
20Х3МВФ | 14 | 59 (6) | |||
Примечание. Допускается применять стали марок, разрешенные Госгортехнадзором, если их механические свойства не ниже указанных в табл. 3.
(Измененная редакция, Изм. № 1).
2.6. Сдаточными характеристиками являются: временное сопротивление, условный предел текучести, относительное удлинение и ударная вязкость.
2.7. Резьба метрическая — по ГОСТ 24705 с полем допуска 6Н по ГОСТ 16093.
2.8. Отклонения от перпендикулярности торцевых поверхностей к оси резьбы — по XII степени точности ГОСТ 24643.
2.9. Условные давления — по ГОСТ 356.
2.10. Условные проходы — по ГОСТ 28338.
2.11. Поверхности фланцев не должны иметь трещин, раковин, плен, заусенцев и других дефектов, снижающих их прочность.
2.12. Поверхность резьбы должна быть чистой и не должна иметь заусенцев и вмятин, препятствующих ввинчиванию проходного калибра.
3.1. Каждый фланец должен подвергаться внешнему осмотру на соответствие требованиям пп. 2.10 и 2.11.
3.2. Фланцы должны подвергаться проверке размеров на соответствие пп. 2.1, 2.7 и 2.9.
3.3. Фланцы должна предъявляться к приемке партиями. Партия должна состоять из фланцев одного размера, изготовленных из одной партии заготовок, прошедших совместную термическую обработку.
3.4. Проверку фланцев на соответствие требованиям п. 2.5 следует проводить на основании результатов испытаний каждой партии заготовок.
3.5. Партии заготовок следует составлять из металла одной плавки и одной садки при термической обработке.
3.6. Испытания заготовок на твердость должны проводиться в объеме 100 % от партии.
3.7. Один процент заготовок от партии, но не менее двух фланцев с нижними и верхними значениями твердости в данной партии должны подвергаться испытаниям на соответствие требованиям п. 2.5. Допускается производить отбор заготовок с промежуточными значениями твердости. В этом случае твердость является сдаточной характеристикой.
(Измененная редакция, Изм. № 2).
3.8. При числе заготовок в партии менее 20 допускается определение механических свойств проводить на одной заготовке, при этом твердость также является сдаточной характеристикой.
3.9. Число образцов от каждой заготовки должно быть три: один на растяжение и два на ударную вязкость.
3.10. При получении неудовлетворительных результатов хотя бы по одному из показателей, следует проводить повторные испытания удвоенного числа образцов из тех же заготовок или других этой же партии с той же твердостью только по виду испытаний, давших неудовлетворительный результат.
3.11. Партию считают годной, если повторные испытания дали положительные результаты.
При получении неудовлетворительных результатов повторных испытаний партию заготовок допускается предъявлять к приемке вновь после испытания заготовок с последующим уровнем твердости.
3.12. Заготовки с твердостью, не обеспечивающей получение механических свойств, указанных в табл. 3, допускается предъявлять к сдаче после повторной термической обработки с проведением соответствующих испытаний.
Число повторных термических обработок не должно быть более двух. Дополнительный отпуск не считают повторной термической обработкой.
4.1. Внешний осмотр следует проводить визуально.
4.2. Размеры фланцев следует проверять универсальными измерительными инструментами.
(Измененная редакция, Изм. № 2).
4.3. Испытание на твердость по Бринеллю — по ГОСТ 9012.
4.4. Испытание на растяжение — по ГОСТ 1497.
4.5. Испытание на ударную вязкость — по ГОСТ 9454 для образца типа 1.
4.6. Механические испытания проводят на тангенциальных или продольных образцах. Допускается образцы для механических испытаний вырезать из специальной пробы того же сечения, как и заготовки фланцев, прошедших совместную термическую обработку.
(Измененная редакция, Изм. № 2).
4.7. Отбор проб для механических испытаний заготовок из сортового проката — по ГОСТ 7564, поковок — по ГОСТ 8479.
5.1. Маркировка фланцев в зависимости от марки стали и место маркировки должны соответствовать указанным в табл. 4.
Таблица 4
Марка стали | Маркировка |
35, 40, 45, 30Х | |
40Х, 38ХА, 30ХМА, 35ХМ | |
25X1МФ, 25Х2М1Ф, 20Х3МВФ |
(Измененная редакция, Изм. № 2).
5.2. На наружной цилиндрической поверхности каждого фланца должны быть нанесены:
— товарный знак предприятия-изготовителя;
— обозначение резьбы;
— номер партии;
— марка стали.
Маркирование производят ударным способом. Высота знаков маркировки — 4 мм.
5.3. Знаки маркировки должны быть отчетливо видны невооруженным глазом.
5.4. Партия фланцев должна сопровождаться паспортом, удостоверяющим соответствие фланцев требованиям настоящего стандарта.
Паспорт должен содержать:
— наименование предприятия-изготовителя;
— обозначение резьбы фланца;
— число фланцев;
— номер партии;
— марку стали;
— обозначение настоящего стандарта;
— результаты проведенных испытаний (с указанием даты);
— штамп OTК.
5.5. (Исключен, Изм. № 1).
5.6. Требования к упаковке и транспортированию — по ГОСТ 12816.
5.7. Фланцы должны храниться в закрытом помещении.
Номинальный диаметр резьбы шпильки | Диаметр отверстия d1 под шпильки, мм | Номинальный диаметр резьбы шпильки | Диаметр отверстия d1 под шпильки, мм |
М14 | 16 | М33 | 36 |
М16 | 18 | М36 | 39 |
М20 | 22 | М39 | 42 |
М22 | 24 | М45 | 48 |
М27 | 29 | М52 | 55 |
М30 | 33 | М56 | 59 |
Марка стали | Температура нагрева, °С | Охлаждающая среда | Температура нагрева, °С | Охлаждающая среда |
при закалке | при отпуске | |||
35 | 860-880 | Вода или масло | 560-640 | Воздух |
40 | 850-870 | |||
45 | 840-860 | |||
30Х | 850-870 | 580-620 | Вода | |
38ХА | 600-630 | |||
40Х | ||||
30ХМА | 850-880 | 520-570 | Воздух | |
35ХМ | 840-870 | 530-580 | ||
25Х1МФ | 930-950 | Масло | 620-660 | |
20ХЗМВФ | 1030-1060 | 660-680 | ||
25Х2М1Ф | Двойная нормализация: 1030-1050 и 950-970 | Воздух | 680-700 | |
Примечание. Температуру нагрева уточняет предприятие-изготовитель.
СОДЕРЖАНИЕ
Источник