Редуктор на аргон какое давление должно быть
Содержание статьи
Как сопоставить давление и расход аргона при сварке?
#1 Gekazub
Gekazub
- Новичок
- Cообщений: 25
- Город:Калининград
Отправлено 13 Июль 2016 00:09
Ребятки всем привет. Я хочу понять как сопоставить давление и расход аргона при сварке. Просто сегодня столкнулся с ротатор и не могу понять. Если я выставляю на аргоновом редукторе 7или 8 то как это сопоставить с расходы. И зачем этот «расход» нужен. Спасибо.
#2 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 13 Июль 2016 10:58
Я хочу понять как сопоставить давление и расход аргона при сварке
Разные вещи и в конкретной системе я бы их сопоставлял только после проверки расхода на выходе из горелки. Расход проверяется простейшим расходомером, например вот, который прямо на сопло надевается и продается в любом сварочном магазине:
Давление на выходе из редуктора потом еще несколько раз «редуцируется» на всех местных сопротивлениях, пока газ идет по трубкам, до горелки (повороты, соединения, изменения проходных диаметров) и в итоге в горелке это уже не то, что было на входе.
А вообще лучше редуктор с расходомером, чтобы не путаться.
#3 валера1963
валера1963
- Участник
- Cообщений: 1 828
- Город:Рязань
Отправлено 13 Июль 2016 11:27
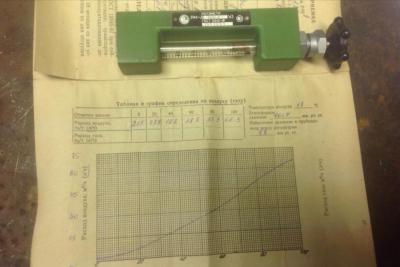
ДенисМ,Все эти пластиковые (пузырьки-ротаметры) измеряют в (попугаях).
На фото пример калибровки ротаметра по воздуху, у аргона калибровка будет отличаться (а если учесть, что вязкость газа меняется в зависимости от температуры, вообще голова заболит).
Прикрепленные изображения
#4 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 13 Июль 2016 11:36
валера1963,
Однако это намного лучше, чем ставить на редукторе «7 или 8». Поэтому для целей автора темы вполне подойдет.
#5 Kurt1
Kurt1
- Участник
- Cообщений: 2 480
- Город:В.Луки
Отправлено 13 Июль 2016 11:46
валера1963, ДенисМ, если дотошно подойти, то лучше обратить внимание вот на этот вопрос —
И зачем этот «расход» нужен.
В двух словах — исключить кислород в зоне дуги из расплавленногогорячего метала и вообще сторонние газы по максимуму (лучший вариант это камера).
Для меня цифры это как бы визуальное запоминание для быстрого выставления этого расхода а так по подбору по факту свариваемого материала, способа сварки, пространственного положения горелки и еще воз факторов, коих нет смысла перечислять, т.к. думаю ответ дал для чего расход нужен .
Сообщение отредактировал Kurt1: 13 Июль 2016 11:48
#6 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 13 Июль 2016 11:51
Kurt1,
Я на первую часть ответил про то, что автор хотел понять как связан давление с расходом))
Вторую оставил профессионалам. Спасибо, теперь я знаю как в двух словах на этот вопрос ответить.
#7 mikinalexei
mikinalexei
У каждого своё ощущение реальности
- Участник
- Cообщений: 345
- Город:Шумерля, Чувашия
Отправлено 13 Июль 2016 16:02
Ребятки всем привет. Я хочу понять как сопоставить давление и расход аргона при сварке. Просто сегодня столкнулся с ротатор и не могу понять. Если я выставляю на аргоновом редукторе 7или 8 то как это сопоставить с расходы. И зачем этот «расход» нужен. Спасибо.
За ротатор однозначно лайк.
Давление редуктора и расход газа разные процессы.
Можно настроить разное давление на выходе из редуктора (например 3,5 или 0,5 атм) и один расход на ротаметре (например 7 л/мин).
Но лучше двухступенчатый редуктор, но он дорогой. Поэтому делают здешние самодельщики по два последовательно и потом ротаметр, чтобы плавно понизить давление на выходе и исключить рывки подачи, так называемые пшики.
Сообщение отредактировал mikinalexei: 13 Июль 2016 16:09
#8 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:19
За ротатор однозначно лайк.
Давление редуктора и расход газа разные процессы.
Можно настроить разное давление на выходе из редуктора (например 3,5 или 0,5 атм) и один расход на ротаметре (например 7 л/мин).
Но лучше двухступенчатый редуктор, но он дорогой. Поэтому делают здешние самодельщики по два последовательно и потом ротаметр, чтобы плавно понизить давление на выходе и исключить рывки подачи, так называемые пшики.
Вот замечательная конструкция за 3500 получилась,за основу взял Миротворческую схему,где-то она здесь и на Чипе есть.Шланг Ду 6мм,длина-4 метра,пшиков не наблюдается,либо порой незначительный.
Прикрепленные изображения
#9 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 602
- Город:Владикавказ
Отправлено 14 Июль 2016 13:28
kot_obormot, второй редуктор лучше около аппарата ставить. Тогда любой шланг любой длины, и никаких пшиков. Да и регулировать удобнее. Ходить далеко не надо.
Хотя я от пшика на ПА специально не избавляюсь. Он у меня вместо предгаза.
#10 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 14 Июль 2016 13:33
kot_obormot,
Правильно ли я понимаю, что первый редуктор, кислородный, накручивается на баллон и на нем ставится некое давление и манометр проградуирован в барах. Второй к нему приделан пропановый, у которого манометр тоже в барах (а зачем второй редуктор?). Потом два ротаметра последовательно — в них в оба можно подключаться?
#11 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:38
kot_obormot, второй редуктор лучше около аппарата ставить. Тогда любой шланг любой длины, и никаких пшиков. Да и регулировать удобнее. Ходить далеко не надо.
Хотя я от пшика на ПА специально не избавляюсь. Он у меня вместо предгаза.
Ага,пшик на ПА мне тоже нравится,стоит древнючий аргоновый редуктор,собраный из двух.А эту штукенцию я сделал для мобильности,вдруг куда ехать с аппаратами,как обычно все по багажнику болтается.А так снял редуктор и положил в укромное место.Но конечно хорошая идея закрепить второй редуктор именно на аппарате,и ходить не надо,и пшики вообще на 100% исключим.Я первый свой баллон аргона на половину только пшиками и израсходовал,пока не соединил два редуктора.
#12 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 602
- Город:Владикавказ
Отправлено 14 Июль 2016 13:39
ДенисМ, ротаметры не последовательно. Каждый сам по себе. Например TIG и ПА подключить к одному баллону. Всё равно одновременно не работаешь. Манометр на пропановом редукторе есть, не выбрасывать же. Да и удобно. На выходе первого — 2 — 3 атмосферы ставится. На выходе второго — сколько для нужного расхода надо.
#13 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 602
- Город:Владикавказ
Отправлено 14 Июль 2016 13:41
,как обычно все по багажнику болтается.А так снял редуктор и положил в укромное место.
А два редуктора по отдельности в укромное место не поместятся?
#14 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:43
kot_obormot,
Правильно ли я понимаю, что первый редуктор, кислородный, накручивается на баллон и на нем ставится некое давление и манометр проградуирован в барах. Второй к нему приделан пропановый, у которого манометр тоже в барах (а зачем второй редуктор?). Потом два ротаметра последовательно — в них в оба можно подключаться?
Первый на два очка стоит с завода,даже ничего не трогал,ротаметр/ротаметры(в зависимости нужен поддув или нет) открыты полностью,расход регулируем пропановым.Когда без пропанового,то в редукторе с низкой стороны накапливается газ,причем немаловажную роль играет шланг в качестве ресивера и происходит пшик.Порой такое чувство,что литр аргона в воздух выпускаешь за секунды.Я не теоретик,не могу правильно сформулировать свои мысли.А если сейчас расскажу рабоче-крестьянским языком,то меня забанят.Не учитель я:-)
#15 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:44
А два редуктора по отдельности в укромное место не поместятся?
Ахах,не подумал:-) Ну все равно уже поздно,все сделано!
#16 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 14 Июль 2016 13:49
сформулировать свои мысли
Да ну, понятно все сформулировали, спасибо При чем тут теоретики — молчуны они))
#17 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:50
Кстати,я бы и не парился по поводу пшиков,если б аргон в/ч стоил тыщи полторы.А он у нас 3400.
#18 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 602
- Город:Владикавказ
Отправлено 14 Июль 2016 13:51
kot_obormot, всё не так страшно. Если даже шланг 9 мм длиной 10 метров и давление на пол атмосферы набегает, то примерно 0,35. Тут другое важно, одноступенчатый редуктор не может низкое давление стабильно держать. Расход плавает, приходится завышенный ставить. Да и следить постоянно.
#19 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 602
- Город:Владикавказ
Отправлено 14 Июль 2016 13:53
если б аргон в/ч стоил тыщи полторы
У нас просто аргон, какой есть . Не нравится — не бери. Сейчас по две, если не ошибаюсь.
Сообщение отредактировал SergDemin: 14 Июль 2016 13:53
#20 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:55
kot_obormot, всё не так страшно. Если даже шланг 9 мм длиной 10 метров и давление на пол атмосферы набегает, то примерно 0,35. Тут другое важно, одноступенчатый редуктор не может низкое давление стабильно держать. Расход плавает, приходится завышенный ставить. Да и следить постоянно.
Кстати,да,согласен с вами.Присутствовало какое-то непостоянство в давлении.А вообще этот хромированый редуктор-гуано китайское,хоть и сделан в России.Фитинги,соединяющий ротаметры и редуктор с ротаметрами из порошка спечен,все сифонило.
Источник
Какое давление редуктора у аргоновой сварки
Редуктор для аргоновой сварки: на что обращать внимание при выборе устройства?
При периодических сварочных работах с использованием инертного газа, такого как аргон, многие задаются вопросом — необходим ли для этого специальный аргоновый редуктор, либо можно воспользоваться другим, к примеру, углекислотным или кислородным? В сегодняшнем материале мы постараемся разобраться со всеми нюансами использования редуктора для аргона.
Особенности редуктора для аргоновой сварки
Главным нюансом при работе с аргоновым редуктором в сравнении с другими является разная плотность газов. Так, например, плотность углекислого газа при нормальных условиях составляет 1,965 кг/м 3 , у кислорода — 1,301 кг/м 3 , у аргона — 1,784 кг/м 3 . В результате при желании воспользоваться «не своим» редуктором, первым делом необходимо перенастроить ротаметр! Делать это лучше в специализированных мастерских, в противном случае показания расхода аргона не будут соответствовать действительности, причем довольно сильно.
Вторым нюансом выступает значение допустимого давления газа. В случае с кислородным редуктором этот показатель всегда ниже, так как смесь кислорода почти с любой другой смесью всегда остается взрывоопасна. Из-за данного момента требования к уплотнениям, присоединительной и запорной арматуры и прочему существенно повышаются. Тем не менее высокое качество производства кислородных редукторов дает возможность без какой-либо опаски применять их для работы с аргоном, но ни в коем случае не наоборот!
В связи с тем, что в процессе сварки расход аргона необходимо контролировать более тщательно, все аргоновые редукторы выполняются с большей площадью мембраны, что необходимо учитывать при сварке нержавеющей стали либо алюминия.
Большая площадь мембраны лучше стабилизирует расход газа, дает возможность экономичнее расходовать аргон, а также не позволяет газу замерзать при низких минусовых температурах.
Отсутствие гарантий в точности расходов газа во время сварки аргоном по причине больших различий в вымеренных и фактических показателях делает применение обычных регуляторов расхода просто нецелесообразным. К тому же заправка баллона аргоном выходит намного дороже, нежели заправка углекислотой. Учитывая все это, работа с обычными редукторами, указывающими давление, а не расход, что особенно важно при работе со смесью гелия либо углекислого газа с аргоном, не рекомендуется! Выбирать стоит регуляторы расхода, предусматривающие в своей конструкции ротаметры, а лучше обзавестись более универсальным углекислотным редуктором, укомплектованным парой ротаметров.
Устройство аргонового редуктора
В нашей стране большой популярностью пользуются редукторы серии AP от компании REDIUS, среди них модели АР-30-2, АР-40-2, АР-40 и АР-30. Кстати, первые две версии оснащаются сразу парой ротаметров — под аргон и углекислоту. Устройства выполнены в виде 1 и 2-ступенчатых редукторов с пропускной способностью в 30 и 40 куб/ч.
Учитывая большую плотность аргона, а также с целью обеспечения соответствующей точности показаний, редукторы размещаются в строго вертикальном положении. Работа допускается в температурном диапазоне от -25 до + 45 градусов.
Аргоновый редуктор БАРО 50-4 применяется для аналогичных целей, но имеет ряд несущественных различий в конструкции.
Универсальный газовый регулятор расхода или попросту аргоновый редуктор изготавливается в виде специального узла, основными компонентами которого являются:
- Ротаметр, позволяющий управлять расходом углекислоты.
- Камера для корректировки значений давления.
- Ротаметр для управления расходом аргона.
- Манометр.
Все ротаметры оснащаются раздельными запорно-присоединительными механизмами и устанавливаются последовательно. Такая конструкция дает возможность сварщику при работе выключать какой-либо ротаметр, уменьшая таким образом потери давления газа.
Кроме этого, подобные модели позволяют удерживать требуемый уровень расхода аргона в автоматическом режиме. К примеру, работник слегка прикрывает вентиль в камере для уменьшения расхода газа, в результате чего нажимная пружина, перекрывающая трубопровод, опускается.
Присутствие двух фильтров в аргоновых редукторах полностью исключает риск пропуска клапана.
Исходя из комплектации, стоимость 2-ступенчатых моделей может меняться в районе 2-2,3 тысяч рублей. В это же время стоимость одноступенчатого устройства, например, АР-40 КР-1-м-Р1 составляет всего 1200 рублей.
При сильных минусовых температурах значительно упростить эксплуатацию аргонового редуктора можно за счет блока подогрева, подключенного последовательно к основному блоку.
На что обращать внимание при выборе?
Устройства разрабатываются, проектируются и собираются в соответствии с ГОСТ 13861 и ГОСТ 12.2.008. При выборе редуктора обращать внимание следует на следующие вещи:
- Возможность работы с иным типом источника, к примеру, с углекислотой;
- Максимальная пропускная способность. При этом в зависимости от источника подбирается и шкала манометра, где для аргона необходимо выбирать не м 3 /ч, а л/ч;
- Номинальное и максимальное давление газа (МПа);
- Необходимость в подогреве.
Важно не забывать, что для углекислотного газа нормативное давление составляет 2,5 Мпа, в то время как для аргона 0,5-1,0 Мпа.
Куда проще покупателям универсальных редукторов АР-40/У-30, где в конструкции манометров имеется дюза — специальное калиброванное отверстие, предназначенное для более точного определения расхода газа.
Если вы планируете пользоваться аргоново-углекислотной смесью, то стоит с осторожностью выбирать редуктор, так как расход с номинальным давлением в таком случае увеличатся на 40-50 процентов.
Источник
Как сопоставить давление и расход аргона при сварке?
#1 Gekazub
#2 ДенисМ
Я хочу понять как сопоставить давление и расход аргона при сварке
Разные вещи и в конкретной системе я бы их сопоставлял только после проверки расхода на выходе из горелки. Расход проверяется простейшим расходомером, например вот, который прямо на сопло надевается и продается в любом сварочном магазине:
Давление на выходе из редуктора потом еще несколько раз «редуцируется» на всех местных сопротивлениях, пока газ идет по трубкам, до горелки (повороты, соединения, изменения проходных диаметров) и в итоге в горелке это уже не то, что было на входе.
А вообще лучше редуктор с расходомером, чтобы не путаться.
#3 валера1963
Прикрепленные изображения
#4 ДенисМ
Однако это намного лучше, чем ставить на редукторе «7 или 8». Поэтому для целей автора темы вполне подойдет.
#5 Kurt1
валера1963 , ДенисМ , если дотошно подойти, то лучше обратить внимание вот на этот вопрос —
В двух словах — исключить кислород в зоне дуги из расплавленногогорячего метала и вообще сторонние газы по максимуму (лучший вариант это камера).
Для меня цифры это как бы визуальное запоминание для быстрого выставления этого расхода а так по подбору по факту свариваемого материала, способа сварки, пространственного положения горелки и еще воз факторов, коих нет смысла перечислять, т.к. думаю ответ дал для чего расход нужен .
Сообщение отредактировал Kurt1: 13 Июль 2016 11:48
#6 ДенисМ
Я на первую часть ответил про то, что автор хотел понять как связан давление с расходом))
Вторую оставил профессионалам. Спасибо, теперь я знаю как в двух словах на этот вопрос ответить.
#7 mikinalexei
У каждого своё ощущение реальности
- Участник
- Cообщений: 345
- Город: Шумерля, Чувашия
Ребятки всем привет. Я хочу понять как сопоставить давление и расход аргона при сварке. Просто сегодня столкнулся с ротатор и не могу понять. Если я выставляю на аргоновом редукторе 7или 8 то как это сопоставить с расходы. И зачем этот «расход» нужен. Спасибо.
За ротатор однозначно лайк.
Давление редуктора и расход газа разные процессы.
Можно настроить разное давление на выходе из редуктора (например 3,5 или 0,5 атм) и один расход на ротаметре (например 7 л/мин).
Но лучше двухступенчатый редуктор, но он дорогой. Поэтому делают здешние самодельщики по два последовательно и потом ротаметр, чтобы плавно понизить давление на выходе и исключить рывки подачи, так называемые пшики.
Сообщение отредактировал mikinalexei: 13 Июль 2016 16:09
Источник
Распространенные заблуждения при выборе редуктора для сварочных работ (аргон, углекислота)
Генри Форд в свое время говорил: «Нет плохих автомобилей, есть люди, которые неправильно сделали свой выбор». Поговорим сегодня о том, как выбрать редуктор для полуавтоматической или автоматической сварки в среде защитных газов и сделать этот выбор правильно.
Заблуждение №1
Состоит в том, что многие сварщики выбирают редуктор УР-6-6. Чем он плох? Изначально он разрабатывался для пищевой промышленности еще в советское время, т.е. он использовался для газирования воды, всевозможных напитков, при консервации колбас, мяса, креветок и других продуктов. Сегодня же существует целая линейка редукторов, которые предназначены непосредственно для сварки в среде защитных газов, например:
- Универсальный АР-40/У-30
- На аргон АР-40-2
- На углекислоту У-30
Основной особенностью этих редукторов, в отличие от УР-6-6, является наличие на манометре низкого давления градуировки в л/мин для каждого рода газа. Это очень удобно для работы, вам уже не нужно будет, как на УР-6 настраивать расход на глаз, приблизительно или смотреть по таблицам.
Заблуждение №2
Когда выбирают для регулярного использования при сварке в среде защитных газов малогабаритный редуктор, который не предназначен для ежедневного использования и стопроцентной загрузки. «Малогабаритки», если их использовать в промышленности, будут недолговечны. При постоянной работе используйте редукторы большого габарита с более качественным редуцирующим узлом, который способен выдержать длительные механические и температурные нагрузки, более точно поддерживать заданное давление и расход, соответственно, потери газа в таком редукторе будут меньшими.
Заблуждение №3
Многие сварщики думают, что редукторы с ротаметром являются более экономичными, чем с манометрическим указанием расхода. На самом деле это не так. Расход одинаковый. Отличие состоит только в том, что расход ротаметром измеряется и показывается в реальном времени, а редуктор с манометром показывает расход косвенно, т.е. в соответствии с расходной шайбой и рассчитанной шкалой в л/мин, нанесенной на манометр низкого давления.
Заблуждение №4
Некоторые сварщики думают, что редукторы с двумя ротаметрами предназначены для подключения двух сварочных постов. На самом деле они используются для сварки химически активных материалов, таких как титан, ведь при сварке титана защиту сварного шва нужно обеспечить с двух сторон. Пригодится такая защита и при сварке ответственных узлов из нержавейки. К первому ротаметру подключается горелка, через которую подается газ для защиты сварочной ванны, ко второму — рукав по которому газ поступает к обратной стороне шва.
Заблуждение №5
Применение (с целью экономия средств) вместо специализированного редуктора, допустим, редуктора кислородного или пищевого назначения. Этого делать нельзя, так как последние устройства не предназначены для сварки в среде защитных газов. Особенно при работе в среде углекислого газа они будут постоянно замерзать и выходить из строя, что грозит потерей углекислоты или аргона, которые достаточно дорогостоящие. Поэтому вместо экономии вы потеряете.
Заблуждение №6
Не использовать подогреватели при работе с углекислотой. Диоксид углерода имеет высокий коэффициент расширения, поэтому в процессе его испарения из баллона и редуцирования температура на редуцирующем клапане может понижаться до — 60 градусов. Влага, которой достаточно много в этом газе, кристаллизуется, что может привести к выходу из строя редуктора, что в свою очередь повлечет или прекращение подачи газа, или его самотек. Все это отразится на качестве сварных швов.
Применяйте при работе с углекислотой подогреватели. Они бывают:
- Проточного типа
- Встроенные на входной штуцер
- Встроенные (этот тип мы не рекомендуем покупать)
Заблуждение №7
Купив редуктор с ротаметром, некоторые сварщики пытаются снять корпус и регулировать задающий винт или клапан. Этого делать не нужно. Все уже настроено производителем. Ваша задача установить регулирующее устройство на баллон и подключить к сварочному аппарату.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Источник
Источник