Под каким давлением режет вода
Содержание статьи
Гидроабразивная резка
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 13 сентября 2016; проверки требуют 19 правок.
Схема установки гидроабразивной резки. 1 — подвод воды под высоким давлением, 2 — Сопло, 3 — подача абразива, 4 — смеситель, 5 — кожух, 6 — режущая струя, 7 — разрезаемый материал.
Гидроабразивная резка — вид обработки материалов резанием, где в качестве режущего инструмента вместо резца используется струя воды или смеси воды и абразивного материала, испускаемая с высокой скоростью и под высоким давлением. В природе подобный процесс, протекающий естественным образом, называется водной эрозией.
История[править | править код]
Первые попытки использования струи воды в промышленности были осуществлены в 30-х годах XX столетия американскими и советскими инженерами для выемки камня, руды и угля. Серьёзным импульсом развития технологии резки струёй воды под высоким давлением послужило её использование в авиастроительной и аэрокосмической индустрии.
Технология гидроабразивной резки материалов (ГАР) существует уже более 40 лет. История появления технологии уходит своими корнями в 50-е годы XX столетия. Наиболее активно исследования в этой области велись в СССР в 1940-ых годах, но затем почему-то заглохли. Затем в 1979 году в США специалисты попробовали добавлять в струю абразивный песок, благодаря чему её режущие свойства многократно увеличились. В 1980 году был спроектирован и запущен первый прототип гидроабразивного станка, а в 1983 году началось серийное производство оборудования и комплектующих для ГАР.
Процесс резания происходит в результате эрозионного воздействия на материал струи воды с твёрдыми абразивными частицами, подающейся под сверхвысоким давлением. На сегодняшний день технология ГАР по праву относится к числу наиболее динамично развивающихся способов раскроя материалов и составляет серьёзную конкуренцию таким традиционным технологиям, как лазерная и плазменная резка, а также механообработка. Гидроабразивная струя по своим физическим характеристикам представляет собой идеальный режущий инструмент, не имеющий износа. Диаметр струи может составлять 0,5 — 1,5 мм (в зависимости от типа используемых дюз и смешивающих трубок), благодаря чему отход обрабатываемого материала минимален, рез можно начинать в любой точке по контуру любой сложности. Отсутствие теплового и механического (деформирующего) воздействия — ещё одно достоинство ГАР, благодаря которому исходные физико-механические характеристики обрабатываемого материала остаются без изменений. Процесс гидроабразивной резки экологически чист и абсолютно пожаробезопасен, поскольку исключена вероятность горения / плавления материала и образования вредных испарений. Для некоторых видов материалов — керамика, композиты, многослойные и сотовые конструкции — не существуют технологии обработки, альтернативной ГАР. Впечатляющим является и диапазон обрабатываемых толщин — 0,1 мм — 300 мм и выше, что делает станок гидроабразивной резки подчас жизненно необходимым инструментом в таких сферах, как машиностроение, инструментальное производство, авиационно-космическая промышленность, производство продукции для оборонной и транспортной промышленности, камнеобработка.
Описание технологии гидроабразивной резки[править | править код]
В основе технологии гидроабразивной резки лежит принцип эрозионного воздействия смеси высокоскоростной водяной струи и твёрдых абразивных частиц на обрабатываемый материал. Физическая суть механизма гидроабразивной резки состоит в отрыве и уносе из полости реза частиц материала скоростным потоком твердофазных частиц. Устойчивость истечения и эффективность воздействия двухфазной струи (вода и абразив) обеспечиваются оптимальным выбором целого ряда параметров резки, включая давление и расход воды, а также расход и размер частиц абразивного материала.
Достоинства гидроабразивной резки[править | править код]
- отсутствие термического воздействия на материал (температура в зоне реза 60-90ºС);
- отсутствие выгорания легирующих элементов в легированных сталях и сплавах;
- отсутствие оплавления и пригорания материала на кромках обработанных деталей и в прилегающей зоне;
- полная пожаро- и взрывобезопасность процесса;
- существенно меньшие потери материала;
- широкий спектр разрезаемых материалов и толщин (до 150-300 мм и более);
- высокая эффективность резки листовых материалов толщиной более 8 мм;
- возможность реза тонколистовых материалов в пакете из нескольких слоёв для повышения производительности, в том числе за счёт уменьшения холостых ходов режущей головки;
- экологическая чистота и полное отсутствие вредных газовыделений;
- высокое качество реза (шероховатость кромки Ra 1,6).
Недостатки данной технологии[править | править код]
- Недостаточно высокая скорость реза тонколистовой стали;
- Ограниченный ресурс отдельных комплектующих и режущей головки;
- Высокая стоимость абразива (расходный материал);
- Коррозия металла.
Разрезаемые материалы[править | править код]
При помощи гидроабразивной струи резать можно практически любые материалы:
- черные металлы и сплавы;
- труднообрабатываемые легированные стали и сплавы (в том числе жаропрочные и нержавеющие);
- цветные металлы и сплавы (медь, никель, алюминий, магний, титан и их сплавы);
- композиционные материалы;
- керамические материалы (гнейсогранит, плитка);
- природные и искусственные камни (гранит, мрамор и т. д.);
- стекло и композиционное стекло (триплекс, бронестекло, армированное стекло, стеклотекстолит и т. п.);
- пористые и прозрачные материалы;
- сотовые и сандвич-конструкции;
- бетон и железобетон.
Резка мягких материалов, таких как полиуретан, поролон и другие пеноматериалы, пластмассы, кожаные изделия, картон, ткани и т. п. осуществляется только струёй воды без добавления абразива.
Технология ГАР находит применение и в пищевой промышленности, — для резки и порционирования пищевых продуктов.
Система гидроабразивной резки[править | править код]
Гидроабразивная резка осуществляется с помощью станков гидроабразивной резки.
Принцип работы[править | править код]
Вода, сжатая одним из основных компонентов системы — насосом высокого давления (4000 бар или более), проходит через водяное сопло, образующее струю диаметром 0,2-0,35 мм, попадающую в смесительную камеру. В смесительной камере происходит смешивание воды с абразивом (гранитным песком) и далее она проходит через второе, твердосплавное или алмазное сопло с внутренним диаметром 0,6-1,2 мм. Из этого сопла струя воды с абразивом выходит со скоростью около 1000 м/сек и попадает на поверхность разрезаемого материала.
Гидроабразивные станки в промышленности[править | править код]
- Гидроабразивные станки могут резать нержавеющую сталь до 200 мм толщиной. Для станка не имеет значения, насколько твёрд материал, цветной это металл или нет. Небольшой размер струи (примерно 1 мм) позволяет производить чётко очерченные углы с очень низким допуском.
- Гидроабразивные станки с высокой производительностью обрабатывают натуральный и искусственный камень.
- Гидроабразивные станки — одни из самых эффективных для резки стекла. Возможно разрезание как самого тонкого хрустального стекла, так и прочного пуленепробиваемого стекла с микронной точностью.
- Гидроабразивные станки часто применяются для производства прокладок.
- ГАР подходит для резки любых материалов: от каленой пружинной стали до таких цветных металлов, как латунь и медь, а также тонких графитовых композиционных материалов и таких мягких материалов, как резина и бумага.
- Гидроабразивный метод резки часто используется для серийного и мелкосерийного производства и изготовления опытных образцов.
- Гидроабразивный станок также применяется для резки пеноматериалов, резины, пластика, изоляционных материалов, ткани. Благодаря тонкой струе можно достигать плотного раскроя. Высокая производительность гидроабразива достигается при использовании оборудования с автоматической загрузкой/разгрузкой.
Особенности конструкции[править | править код]
Рабочая ванна станка
- Несущие опоры станка выполнены из нержавеющей стали и имеют возможность простой замены в случае износа.
- Для поддержки обрабатываемого материала на несущие опоры устанавливаются быстросменные ребра, что позволяет максимально защитить несущие опоры от воздействия гидроабразивной струи.
- Для защиты рабочей зоны от шума и образующейся пыли, ванна станка оснащается системой быстрого подъёма/опускания воды, что позволяет выполнять обработку детали, полностью погружённой в воду.
- Вся пыль, образующаяся при обработке, остаётся в воде, а уровень шума при обработке снижается до 65 Дб.
Система перемещения
- Станок имеет консольную конструкцию с ременным приводом перемещения осей.
- Ременной привод прост в эксплуатации, легко заменяется при износе и наиболее приспособлен для работы на станках гидроабразивной резки, так как практически не боится попадания абразивного материала.
- Для повышения точности позиционирования на станок устанавливаются линейные индуктивные датчики, позволяющие добиться точности позиционирования ±0,025 мм.
- Перемещение осей выполняется по линейным направляющим, за счёт чего обеспечивается высокая точность позиционирования, плавность хода и скорость перемещения.
Насос высокого давления
- Наиболее важным узлом любой установки гидроабразивной резки является насос высокого давления.
Система ЧПУ
- На гидроабразивные станки устанавливается система ЧПУ.
Выносной пульт с маховичком
- При работе на любом станке очень удобным является использование маховичка и выносного пульта.
- Данные устройства позволяют выполнить привязку или настройку, максимально быстро и точно.
Бак для абразива
- Конструкция бака выполнена таким образом, что имеется возможность пополнения запасов абразива даже во время работы установки, что существенно экономит время.
- Бак оборудован соответствующими датчиками контроля уровня абразивного материала.
Система поддержания постоянного зазора
- Данная система представляет собой специальный контактный механизм, который при перемещении по листу позволяет поддерживать оптимальный зазор между фокусирующей трубкой и материалом, что способствует точности и качеству реза, а также позволяет не беспокоиться за опасность столкновения фокусирующей трубки с материалом.
Угловая голова
Угловая голова позволяет выполнять поворот режущей головки в двух плоскостях с максимальным углом наклона до 60 градусов, что позволяет выполнять обработку фасок, криволинейных поверхностей, компенсировать конусность при обработке. Угловая голова сконструирована таким образом, что при компенсации конусности или выполнении фаски по контуру, перемещение выполняется только по одной поворотной оси, что обеспечивает высокую точность обработки и постоянство угла. При выполнении обработки сложных поверхностей, станок имеет возможность работы сразу по 5-ти координатам.
Датчик сканирования материала
При обработке на станках гидроабразивной резки возникает проблема, связанная с неровностью обрабатываемого материала. Для решения данной задачи на станок может быть установлена лазерная или ультразвуковая система сканирования материала. Такая система выполняет сканирование материала до обработки с заданным интервалом, что позволяет поддерживать требуемый зазор во время обработки материала и обеспечивает максимальную точность обработки. При работе с маленькими деталями возможно сканирование только точек вреза.
Датчик контроля абразива
Датчик контроля подачи абразива выполняет проверку количества подаваемого абразивного материала во время обработки, что позволяет выполнять рез без постоянного присутствия оператора, что позволяет остановить обработку в случае попадания в режущую головку посторонних материалов, таких как остатки мешковины или посторонней фракции. Диапазон допустимых значений задаётся непосредственно со стойки оператора и может быть изменён даже в процессе обработки.
Устройство удаления абразива
На гидроабразивный станок может быть установлена система удаления отработанного абразива, состоящая из бак-отстойника и насоса. Отличительной особенностью данной системы является использование мембранного насоса, который максимально приспособлен для работы в агрессивных средах и прост в обслуживании. Для удобства работы бак для отработанного абразива имеет быстросъёмные разъёмы для подсоединения шлангов и приспособлен для транспортировки кран-балкой или погрузчиком.
Устройства загрузки металла
Гидроабразивные станки оснащаются различными системами загрузки материала. Наиболее распространены кран-балки с тельферами, оснащённые вакуумными или механическими захватами; пневматические и гидравлические подъёмники с регулируемыми рычагами, поддерживающими материал в наиболее важных участках.
См. также[править | править код]
- Криогенная резка
- Лазерная резка
- Плазменная резка
Источник
В чем заключается принцип действия и технология резки металла водой?
Давайте рассмотрим технологию резки металла водой и принцип ее действия. Во время различных работ (как в промышленности, так и в быту) часто приходится разрезать металлические конструкции. Для этой цели применяется механическая, лазерная, кислородная, плазменная резки. То есть, для разрезания металлов используется в основном механическое воздействие или высокая температура.
Каждый из этих способов имеет свои преимущества и недостатки. Например, при механической резке происходит деформация металла, а при газокислородной или плазменной — к его окислению.
Преимущества и недостатки гидроабразивной резки
В современной промышленности активно используется новый вид резки металла с помощью воды. Такая резка называется водно-абразивной или гидроабразивной. Впервые этот метод был использован в авиастроительной промышленности.

У данной технологии отсутствуют недостатки, которые присущи разрезанию металла механическим воздействием или высокой температурой. Впервые такая технология была применена в 70-х годах прошлого века. В промышленности ее активно стали использовать в конце XX века.
Разрезание металла посредством воздействия воды и абразива имеет ряд преимуществ.
- Обрабатываемое изделие не нагревается и не деформируется.
- Высококачественный рез, поэтому нет необходимости в последующей обработке изделия.
- Потери металла — минимальны.
- Обрабатывать детали можно любого размера и в любом режиме — ручном или автоматическом (без участия человека).
Изделия из любых металлов обрабатываются с одинаковой скоростью. Работа состоит из одного этапа — перенастраивать оборудование не нужно. Следовательно, времени такая резка требует меньше, чем другие виды. Гидроабразивная резка идеально подходит для обработки тугоплавких материалов и сталей. И еще один приятный момент: такая работа не сопровождается выделением дыма, запаха и пыли.
Применяя водно-абразивную резку, можно получить детали различной формы — нужно только задать определенные параметры с помощью числового программного управления. Этот фактор позволяет активно применять данный метод для получения различных предметов, предназначенных для украшения интерьера, зданий и т. п.

Есть у водно-абразивной резки и недостатки. Во-первых, для металлов, подверженных коррозии, могут быть негативные последствия. И, во-вторых, этот вид резки требует больших финансовых затрат. Весь механизм нужно постоянно осматривать. Оборудование часто выходит из строя и требуют ремонта или замены.
Оборудование
Станок для гидроабразивной резки состоит из:
- насоса высокого давления;
- инструментальной головки;
- рабочего стола;
- системы перемещения, оснащенную ременным приводом или устройства управления с ЧПУ;
- рабочей ванны (из нержавеющей стали);
- емкости для подаваемой воды;
- бака для абразивного материала;
- компрессора для подачи абразивного материала;
- датчика, предназначенного для контроля абразива;
- смесительной камеры;
- выносного пульта с маховиком, предназначенного для упрощения процедуры управления;
- устройства, предназначенного для удаления останков обрабатываемого материала;
- устройства, предназначенного для подачи обрабатываемых деталей.

Технология
Режущим инструментом при гидроабразивной резке является струя воды совместно с абразивным материалом. Струя воды подается на высокой скорости под большим давлением — от 2000 до 5000 атмосфер. В некоторых устройствах давление может достигать 6000 атмосфер.
Вода проходит через сопло, толщина которого составляет 0,1 мм. Скорость воды при этом увеличивается, и может достигать значения 1200 м/с и даже выше. Поток воды фокусируется, он может разрезать почти все металлы. Расход воды составляет до 4 л/мин.

После сопла вода попадает в смеситель. Сюда же подаются частицы абразивного материала. В этом месте происходит смешивание воды и абразивного материала. Абразив подается тангенциально. На заготовку попадает смесь воды и абразива. Под воздействием сфокусированного скоростного потока происходит отрыв частиц обрабатываемого материала из реза.
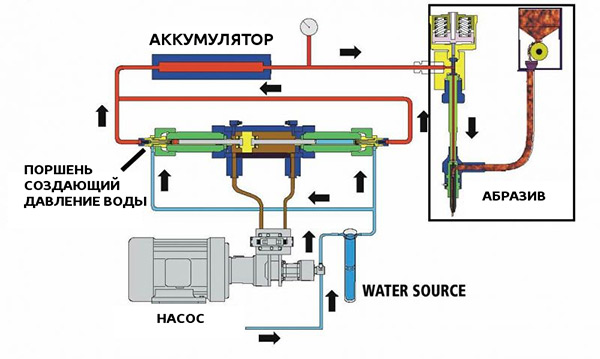
Принцип действия установки для гидроабразивной резки
Во время процесса резки важно придерживаться определенных параметров и соблюдать правила пользования станком. Здесь важно, какое давление воды используется, какой расход, скорость струи, количество подаваемого абразивного материала.
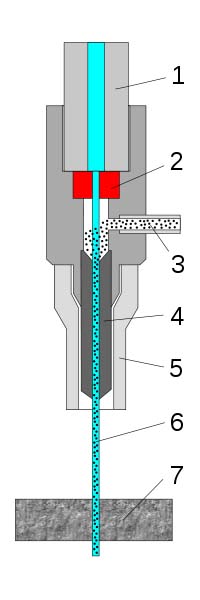
На схеме цифрами показаны:
- 1 — подача воды;
- 2 — сопло;
- 3 — абразивный материал;
- 4 — смесительное устройство;
- 5 — кожух;
- 6 — струя воды и абразива;
- 7 — обрабатываемый материал.
Процесс гидроабразивной резки металла включает в себя 4 этапа:
- Заготовка помещается в ванну с водой и закрепляется. На неавтоматизированном устройстве это нужно делать своими руками, на станке с ЧПУ — с помощью программы.
- В ванну помещается инструментальная головка, в которую подаются вода и абразив. При этом устанавливаются необходимые рабочие параметры (давление воды, расход и т. д.).
- Инструментальная головка направляется на обрабатываемый материал.
- Струя воды и абразива разрезает заготовку.
- Абразивный материал после резки фильтруется и сушится.
Перечисленные этапы при работе устройства постоянно повторяются. Металл разрезается из-за удара частиц абразива. Вода, при этом выступает в качестве носителя режущих частиц (то есть, абразива). В качестве абразива используются:
- кварцевый песок;
- карбид кремния;
- гранатовый абразив;
- электрокорунд;
- оливин.
У перечисленных материалов есть общие преимущества — низкая цена, высокие режущие свойства и твердость. Благодаря твердости и повышенной устойчивости эти материалы можно использовать неоднократно. В отечественной промышленности главным образом в качестве абразива используется кварцевый песок.
Активно данный вид резки применяется для обработки заготовок из легированной стали. Это обусловлено тем, что струя воды и абразива не нарушает состав такой стали. Кроме металлов, можно обрабатывать стекло, камень (природный и искусственный), бетон и железобетон. Но, для каждого материала есть свои пределы по толщине:
- Цветные металлы, сплавы и нержавеющая сталь — максимум 150 мм.
- Композитные материалы, углепластики — максимум 200 мм.
- Природный и искусственный камень — максимум 300 мм.
Видео: резка металла водой.
Техника безопасности
Процесс гидроабразивной резки не представляет особой опасности. Расстояние от трубки, из которой выходит струя, до обрабатываемой поверхности — всего 2,5 мм. Это исключает воздействие струи на руку. При превышении давления воды выше допустимого открывается сбросной клапан, который снижает давление до рабочего. Тем не менее при работе на станках следует соблюдать определенные меры безопасности.
- Ни в коем случае не допускайте воздействия струи на тело. Такая струя способна разрезать металл толщиной 150 мм, что уж говорить про руку. Во время работы руки держите на максимально возможном расстоянии от зоны резки. Перед включением станка убедитесь в отсутствии посторонних предметов на пути резки.
- Защищайте глаза и органы слуха. Обязательно используйте защитные очки и беруши (или наушники).
- Не кладите руки на рабочий стол.
Обработка металлических изделий с помощью струи воды и абразива все больше применяется в современной промышленности (в основном, в машиностроении и металлургии). Технология и оборудование постоянно совершенствуются, чтобы избежать существующих недостатков или минимизировать их.
Лидерами в производстве аппаратов для гидроабразивной резки являются американские компании Jet Edge, Flow, OMAX, итальянские WaterJet Corp Inc. и Caretta Technology, голландская Resato, чешская PTV, шведская Waterjet Sweden, финская ALICO, швейцарская Bystronic.
Re by Blog Post ter
Источник