Какое давление углекислоты должно быть при сварке
Содержание статьи
Какое давление выставить?
Варю BELWIN 165, проволока 0.8, нержавейка, углекислотой, с давлением 0.8
Шов большой, некрасивый.
Тут заканчивался газ и варил давлением 0.2 и на удивление шов получился очень красивый, как TIG с присадкой (грубое конечно сравнение).
Отсюда вопрос каким давлением надо варить?
Знакомый посоветовал варить полуавтоматом с аргоном чистым (без смеси с углекислотой), оправдано?
Отсюда вопрос каким давлением надо варить?
неправильный вопрос.
с каким расходом защитного газа ……….. ?
в помещении без сквозняков 10-12 литров/мин, на сквозняках — 15-18 л/мин
ргоном чистым (без смеси с углекислотой), оправдано?
Для каждой нержавейки есть рекомендации о применении газа. В основном 98+2.
А то что при низком давлении стало варить лучше, скорее всего низкое содержание со2, и соответственно слабая защита от атмосферы сыграла свою положительную роль.
Хотя утверждать не берусь.
ИМХО к тому времени, как закончился газ, научился варить 8) :db:
Всем спасибо за ответы, теперь по порядочку:
в помещении без сквозняков 10-12 литров/мин
При стандартном сечении, какое давление обеспечивает данный расход?
Для каждой нержавейки есть рекомендации о применении газа. В основном 98+2.
А то что при низком давлении стало варить лучше, скорее всего низкое содержание со2, и соответственно слабая защита от атмосферы сыграла свою положительную роль.
Вот, низкое содержание СО2 … это связано с его расходом, которое определяет редуктор через давление?
ИМХО к тому времени, как закончился газ, научился варить
Мастерство прогрессирует, но не в этом к сожалению дело..
Если нет расходомера, то 0,3…0,5 атм. вполне нормально. Для нержи лучше всё-таки смесь аргон+углекислота. Пропорция от 98%+2% до 80%+20% соответственно.
98 аргона, верно?
для этого нужно омологация балона для аргона + редуктор для аргона?
я тебе на чистом аргоне такой шов положу, будешь думать что в режиме ТИГ сварено…
Регулируй напряжение и скорость проволоки, и все у вас получится…
Изменено 21 сентября, 2009 пользователем Trianon69
Проще купить регулятор расхода.
я тебе на чистом аргоне такой шов положу, будешь думать что в режиме ТИГ сварено…
Очень хотелось бы посмотреть…
Очень хотелось бы посмотреть…
Я тоже присоединяюсь к Вашему желанию.
Как раз над этим и я мучаюсь как и герой темы.
Что должно быть больше, ток или скорость выхода проволки или я не в ту степь?
Во первых 08 чего? Во вторых : Я говорил, что учиться на сплошном шве, начиная с олщины 05 0-08. Подача газа, чтобы чуть
шипело с пистолета. Подача проволоки и ток, чтобы дырок при сварке не было, а шов был ровный.
При МИГ/МАГ величина сварочного тока напрямую зависит от скорости подачи проволоки. Дугу можно рассматривать как резистор в сварочной цепи. При постоянном напряжении на дуге увеличивая скорость подачи сварочной проволоки, сокращаем дуговой промежуток, сопротивление дугового промежутка снижается, след. растет ток сварки. И наоборот. Поэтому на полуавтоматах обычно 2 основных регулятора — напряжение и скорость подачи сварочной проволоки.
еще по звуку если щелкает искрит не так, подачу проволки чуток меньше пока звук ровныи не будет при сварке
При высоком давлении газа и соотаетственно высокой скорости его выхода из мунштука возникает турбулентность и
в зону сварки попарает воздух , а внем почти 80% азота который и есть главное зло. Есть большое количество измнрителей расхода «ротаметров» -улучшаете качество и экономите на количестве (газа). А если надо смесь газов то есть специально сварочные смесители газов. Тот что у меня фиксировано 70% СО2 и 30% О2, но можно и перенастроить.
зы Расход защитного газа при токе 60-90а составит 7-9л/мин.
Изменено 21 сентября, 2010 пользователем sssr
SSSR, а бывают смесители для микса аргон — углекислота ?
бывают смесители для микса аргон — углекислота ?
Бывают. У меня есть. Но настройки соотношения установлены на заводе на заказ.
У меня редуктор с входящим манометром и ротаметром.
На входе показывает 10, а на ротаметре шарик прыгает на 5.
5 это литры или нет, и какое давление соответствует это цифре.
омедненная проволока 0,8 газ углекислота.
на редукторе только манометры, на давление в баллоне и на подачу. на подачу стояло 0,2мпа вроде варило. увеличил до 0,5 не варит нифига, ниткой ложится как стержень и всё.
начал экспериментировать… получилось что то вроде 0,16 мпа.
Почему люди упорно пытаются выяснить, какое давление ставить?
Сварочную ванную защищает газовое облако, размер которого определяется расходом газа и диаметром сопла.
Расход газа есть функция давления (про которое все знают) и сопротивления горелки/шлангов (про которое никто не хочет думать).
Из этого:
1) Тему переименовать в «Какой расход газа выставить».
2) Купить ротаметр поплавковый за двести рублей и прекратить заниматься бесплодными регулировками.
Почему люди упорно пытаются выяснить, какое давление ставить?
потому что варить надо здесь и сейчас, на том что есть при минимальных настроечных телодвижениях.
Тогда на слух и осязание, опытным путем.
Обычно даже на манометр не смотрю, подставляю к щеке на пару сантиметров, включаю подачу газа и регулирую по ощущениям.
СергейКл.
Глупый вопрос, наверное, но какие «ощущения» у вас при правильном расходе? Я, в сварке полуавтоматом человек не искушённый, потому ставлю 0.1-0.2мПа по манометру. Понятное дело, что кашу маслом не испортить, но хотелось бы понять где оптимум для СО2? :pardon:
А слишком большим количеством газа шов очень даже легко испортить.
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы оставить комментарий
Войти
Уже есть аккаунт? Войти в систему.
Войти
Последние посетители 0 пользователей онлайн
Ни одного зарегистрированного пользователя не просматривает данную страницу
- Активность
- Главная
- Технологии металлообработки
- Технологии сварки
- Полуавтоматическая сварка — MIG/MAG
- Какое давление выставить?
Источник
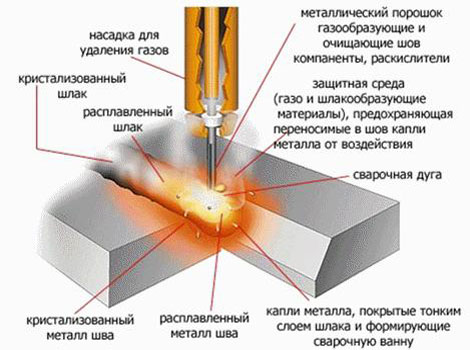
Техника полуавтоматической сварки в среде углекислого газа
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:
- Изготовление стальных конструкций с большим количеством сварных швов на 1 п.м.
- Машиностроение.
- Изготовление приборов.
- Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
- Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
- Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
- Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки — зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
- Расход газа — определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
- Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.

В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
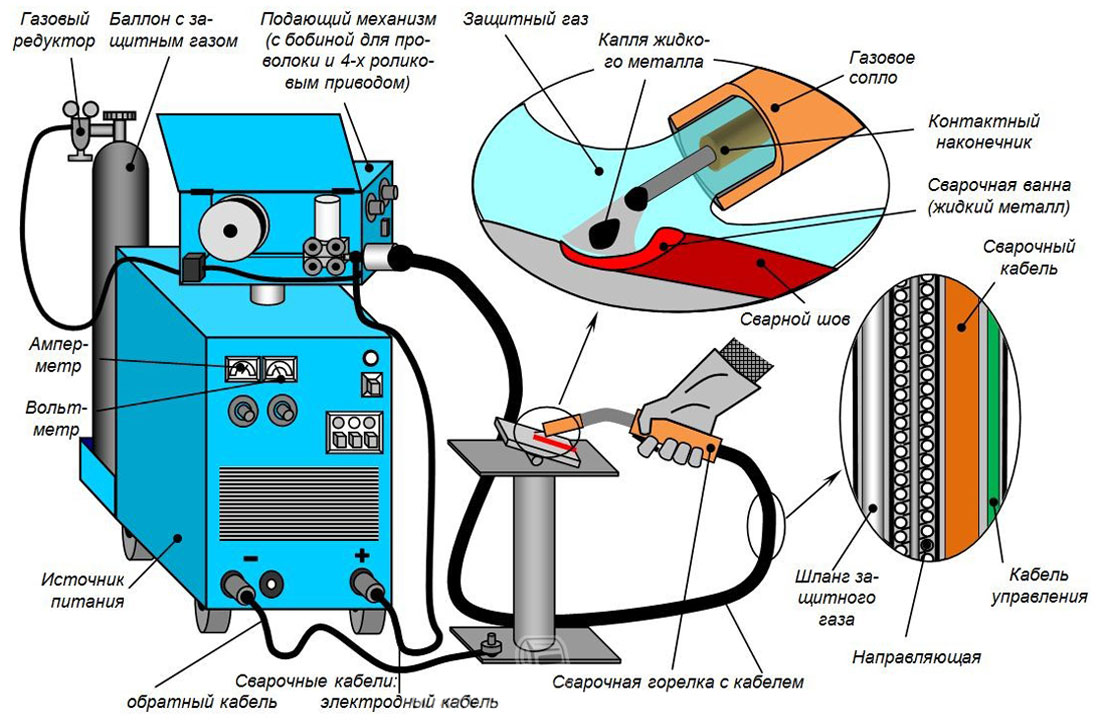
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
- Выпрямитель — может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
- Подающий механизм — имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
- Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Источник