Какое давление должен выдавать компрессор для покраски авто
Содержание статьи
Какой нужен компрессор для покраски автомобиля?
Компрессоров на рынке очень много. Различие есть и по производителям, и по характеристикам. Для разных нужд нужны разные модели. В этой статье мы разберем вопрос, какой нужен компрессор для покраски автомобиля. Для данной процедуры он должен соответствовать определенным требованиям. О них то мы и поговорим.

Характеристики компрессоров
Итак, компрессор, как и любая другая техника, имеет набор характеристик, которые делают его подходящим для тех или иных работ. Назовем эти характеристики, и сразу будем обозначать те параметры, которые подходят под покраску. При этом не забудем, что покраска бывает профессиональная, когда красить приходится много и часто, а также бытовая, когда автолюбителю требуется подкрасить свой автомобиль лишь местами.
Поршневой или винтовой
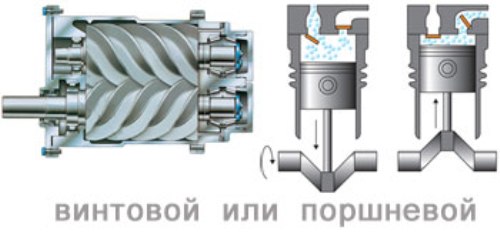
В двух этих типах используется разный механизм нагнетателя давления. Как понятно из названия, в одном случае давление создают поршни, а в другом — винты. Винтовые модели служат дольше, но сложны в обслуживании и выпускаются лишь в профессиональном исполнении, поэтому стоят очень дорого.
Больше 1 000 компрессоров по самым низким ценам с бесплатной доставкой до вашего региона. Оплата при получении.
Поршневые аппараты могут быть как профессиональными, так и бытовыми. У первых для передачи вращения от электродвигателя к поршневой в обязательном порядке используется ремень. У вторых передача бывает как ременная, так и коаксиальная (прямая), что менее надежно. Кроме того, следует заметить, что поршневые компрессоры бывают масляными и безмасляными. Последние не бывают с ремнем, а могут быть только с прямой передачей, поэтому профессиональных их не бывает.
Исходя из вышесказанного, можно посоветовать профессионалам винтовой агрегат, если позволяют средства. А если не позволяют, то можно приобрести профессиональный ременной поршневой агрегат.
Для небольших объемов можно обойтись бытовым поршневым аппаратом с коаксиальной передачей.
Давление

По давлению компрессоры выпускаются разные: есть на 8 атмосфер, а есть и на 35. Для покраски подойдут модели на 8 или 10 атмосфер. При этом стоит заметить, что во время работы давление не поддерживается всегда на этих уровнях. Работа происходит так:
- нагнетательная установка наполняет ресивер воздухом до максимального давления (8 или 10 атм.) и автоматически выключается
- затем по мере использования воздуха давление постепенно падает, и когда достигает отметки обычно на 2 атмосферы меньше, чем максимальное (6 и 8 атм. соответственно), происходит снова автоматический запуск нагнетательной установки, которая вновь доводит давление до максимального
Профессиональные агрегаты обычно идут от 10 атмосфер. С давлением 8 атмосфер выпускаются бытовые модели. Выходное давление можно уменьшать специальным регулятором. Для работы краскопульта требуется 2-3,5 атмосферы в зависимости от модели, поэтому для покраски можно приобрести и самый малый по давлению аппарат.
Стоит иметь в виду, что эти самые 2-3,5 атмосферы должны показываться на манометре в момент, когда курок краскопульта нажат. Если выставить его при отжатом курке, то после нажатия давление упадет. Отрегулировать нужное давление можно, подсоединив краскопульт, который еще не наполнен краской. А затем, когда нужные параметры выставлены, можно приступать к работе.
Производительность воздуха

Это один из главных показателей компрессора. При выборе подходящего агрегата всегда смотрят в первую очередь на этот параметр. Разные модели могут производить от 100 до нескольких десятков тысяч литров в минуту. Правда поршневые только примерно до 1500 л/мин. Несколько десятков тысяч выдают некоторые модели винтовых агрегатов.
Какая же производительность нужна для покраски? Краскораспылители потребляют обычно от 100 до 300 л/мин. Все зависит от диаметра сопла — чем он меньше, тем меньше потребление. Для покраски автомобиля используют небольшие диаметры сопел (0,8-1,5 мм), поэтому потребление не будет превышать 180 л/мин. Но стоит сказать, что у компрессоров указывается именно производительность нагнетателя. А вот на выходе из ресивера будет примерно на 30% меньше от этого показателя.
Какой можно сделать вывод из этой информации? Он будет такой: в идеале компрессор должен выдавать несколько больше, чем потребляет краскораспылитель. То есть если взять потребление в 180 л/мин, то на выходе из ресивера должно быть хотя бы 200 л/мин. Но это на выходе, где как уже говорилось, на 30% меньше, чем выдает нагнетатель. Соответсвенно производительность, которая указывается в паспорте и на шильдике (а указывается именно столько, сколько выдает нагнетатель) должна быть не менее 285 л/мин.
Но ведь не все же работают в профессиональном режиме, при котором красить приходится много. Если объемы работ небольшие, то можно приобрести компрессор и с меньшей производительностью, просто периоды работы будут кратковременные, но достаточные для покраски небольших участков.
Объем ресивера

Ресивер — это емкость в виде баллона, в которой происходит накопление сжатого воздуха. На что влияет его объем?
Чем больше объем, тем дольше можно брать из ресивера воздух до включения нагнетателя. Что это дает? Это позволяет нагнетателю не так часто включаться и выключаться. Как известно, любая техника испытывает максимальные нагрузки в моменты запуска. Чем чаще будет включаться и выключаться нагнетатель, тем быстрее он износится. Соответсвенно большой по объему ресивер позволит увеличить срок службы нагнетателя.
Это в большей степени конечно же касается профессионального использования. В бытовой эксплуатации можно обойтись и компрессором с небольшим ресивером.
Также здесь следует отметить такой момент. Большой по объему ресивер позволит красить довольно продолжительное время, даже если нагнетатель выдает меньше 285 л/мин, до того момента, пока давление на выходе не снизится до 2-3,5 атмосфер (в зависимости от характеристик краскопульта), ниже которых краскопульт уже не сможет работать. Это актуально, прежде всего, для бытового использования, так как в профессиональной покраске некогда отвлекаться на слежку за тем, чтобы давление не упало ниже рабочей отметки.
Таковы характеристики компрессоров. Остается сделать вывод, какой аппарат выбрать.
Для профессионального использования потребуется винтовой либо поршневой с ременной передачей компрессор, с производительностью как минимум на 285 л/мин и объемом ресивера от 100 л. Необходимое же давление может обеспечить любая модель.
Для бытовой эксплуатации можно не тратить деньги на серьезные аппараты. С небольшими участками для покраски справится даже небольшой коаксиальный компрессор с ресивером 24 л и производительностью по паспорту 200 л. Но никто не запрещает купить и более серьезные модели, если позволят средства.
На этом всё! Надеюсь получилось понятно и доступно. Желаем подобрать подходящий компрессор и красить в свое удовольствие!
Видео по теме
Источник
Выбираем компрессор для покраски: Ошибки, Расчеты, Примеры
Чтобы понять, какой компрессор нужен для покраски, в первую очередь, необходимо определить характер и интенсивность выполняемых работ. Следом стоит разобраться в основных характеристиках, особенностях подготовки воздуха и нюансах, касающихся выбора аксессуаров. Давайте начнем по порядку.
Как выбрать компрессор для покраски: основные характеристики
Производительность — это важнейший параметр, который влияет на
выбор компрессора для покраски
, он определяет объем воздуха, который устройство способно прокачать за единицу времени.
Чаще всего значение производительности указывают в «литрах за минуту». Но при этом следует учитывать, что этот показатель корректен только при определенных условиях — температура воздуха равна +20 °C, атмосферное давление — 1 бар. При изменении внешних условий эта характеристика компрессора также будет варьироваться, при росте давления производительность на выходе будет падать.
Но самый главный момент — как именно указано значение производительности. Согласно действующим ГОСТам, у всех компрессоров российского производства производительность должна указываться по результатам замера на выходе. Иностранные производители практически всегда указывают объем воздуха, который закачивается на входе. В плане маркетинга такая величина выглядит значительно привлекательнее, ведь в реальности объем воздуха на выходе из-за потерь в процессе сжимания будет существенно меньше. К примеру:
- Потери бытовых компрессоров могут составлять до 50%. Поэтому для получения реальной характеристики производительности на выходе значение, приведенное производителем, необходимо умножить на 0,5.
- У полупрофессиональных устройств этот коэффициент поправки составляет 0,55.
- Паспортное значение производительности для профессиональных моделей умножают на коэффициент 0,65 (одноступенчатые) или 0,75 (двухступенчатые).
Ошибка с определением производительности — самая распространенная при выборе компрессора. Это приводит к тому, что он не способен подать такой объем воздуха, который необходим для стабильной работы краскопульта. Поэтому придется останавливаться, дожидаясь, когда давление в ресивере достигнет необходимого значения. В результате компрессор для покраски будет работать практически без остановки, что вызовет как ускоренный износ поршня, так и самого электродвигателя из-за перегрева.
Недостаток производительности скажется и на качестве покраски:
- Из-за нестабильности давления факел краскопульта будет меняться, в итоге краска неравномерно наносится на поверхность.
- При нанесении краски «металлик» перепады давления вызовут неравномерное распределение алюминиевых частиц. Чтобы избежать дефектов, компрессор для покраски автомобиля придется останавливать (в это время двигатель нагнетает воздух в ресивер), но при этом краска будет подсыхать, что тоже нежелательно.
- При недостатке производительности можно красить небольшие детали последовательно, а вот на элементах большой площади (крыша, капот) не получится однородного покрытия.
Чтобы избежать перегрузки электродвигателя, производительность компрессора на выходе должна быть на 30-35% выше, чем требуется для работы краскопульта.
Как подобрать объем ресивера?
Ресивер за счет накопления воздуха позволяет минимизировать нестабильность давления. Она может возникнуть по разным причинам, чаще всего — из-за нестабильности электропитания двигателя. Кроме того, при заполнении емкости двигатель отключается, а пока расходуется воздух из ресивера, он будет остывать. При выборе объема ресивера нужно избегать крайностей, учитывая, что:
- При слишком большом объеме двигатель будет очень долго закачивать воздух. Это может вызвать срабатывание термореле еще до того момента, когда давление достигнет необходимого значения.
- При малом объеме ресивера давление в нем будет падать слишком быстро, а промежутки между включениями станут небольшими. Двигатель не будет успевать охлаждаться, что в сочетании с пиковыми скачками тока вызовет его быстрый износ.
Минимально допустимое время работы от ресивера с выключенным двигателем — 30 с. Рекомендуемое — 3-4 минуты.
На выбор объема ресивера влияют и особенности воздухопотребления:
- при равномерном расходе воздуха подойдет ресивер небольшого размера, это поможет сэкономить деньги и выбрать компактную модель;
- если характер покрасочных работ предполагает пиковые нагрузки, тогда стоит выбирать компрессор с ресивером побольше.
Компрессор для покраски: проблемы подготовки воздуха
При выборе воздушного компрессора для покраски необходимо учесть еще один важный фактор — подготовку воздуха. Это очень важный момент, ведь воздух, поступая из атмосферы, после сжатия и подачи в пневмомагистраль оказывается насыщенным такими нежелательными включениями:
- Твердые частицы. Если обычный атмосферный воздух и без того содержит в себе большое количество твердых частиц (пыль, песчинки, пыльца и т. д.), то внутри промышленных помещений его качество гораздо хуже. Один кубический метр воздуха содержит около 180 миллионов твердых частичек, из которых 80% пылинок в диаметре не превосходят 2 микрона. При прохождении через компрессор количество твердых частиц увеличивается за счет добавления ржавчины, окалины, металлической стружки, а также смол, нагара, сажи и пр. После сжатия воздуха до 7 бар концентрация твердых частиц резко вырастет и составит порядка 1,3 млрд. Главная проблема в том, что крупные твердые частицы, двигаясь на большой скорости, врезаются в тонкую пленку краски, оставляя на поверхности «кратеры», различимые глазом.
- Вода. Воздух всегда, в большей или меньшей мере насыщен водяными парами. При сжатии воздух нагревается, а при движении по пневмомагистрали — резко остывает. В процессе конденсации водяной пар превращается в мелкие капли воды. Для примера — при средней (70%) влажности воздуха компрессор производительностью 400 литров в секунду и давлении 8 бар за 8 часов работы образует около 7 литров воды.
- Масло. В виде пара или аэрозоля оно неизбежно попадает в воздух, когда он проходит через компрессорный блок. На концентрацию компрессорного масла влияет конструкция компрессора, самая большая будет у поршневых — до 50 мг на кубический метр. У винтовых — значительно меньше, всего 2-5 мг/м3. Чем старше компрессор, чем больше его износ — тем большее количество масла будет попадать в воздух.
Наличие твердых частиц, влаги и масла снижает качество покраски. В некоторых случаях дефекты можно устранить, проведя шлифовку верхнего слоя, но это потребует дополнительных затрат. Но в большинстве случаев всю работу придется переделывать заново, начиная с удаления недавно нанесенной краски. Также качество воздуха напрямую влияет и на срок эксплуатации краскопультов. По статистике, в 8 случаях из 10 отказ пневмоинструмента вызван именно низким качеством подаваемого воздуха.
Согласно ГОСТу 17433-80 (в нем определены стандарты чистоты), сжатый воздух для окраски автомобилей должен соответствовать параметрам первого класса. Концентрация воды, масла и твердых частиц диаметром не больше 5 мкм не должна превышать 1 миллиграмм на кубический метр. Добиться такого показателя можно путем установки нескольких фильтров:
- грубой очистки — задерживает частицы диаметром до 5 мкм;
- тонкой очистки — в зависимости от типа можно задерживать частицы до 0,01 мкм.
Для обеспечения эффективной работы фильтры устанавливают последовательно, сначала — грубой очистки, а затем — для более мелких частиц. Фильтры располагают как можно дальше от выходного клапана компрессора (не менее 5 м) и ближе к краскопульту. Кроме того, чем больше будет расстояние от выходного клапана, тем сильнее охладится воздух, тем эффективнее он будет очищен.
При работе в условиях высокой влажности используют такие осушители воздуха:
- абсорбционные (впитывают влагу при прохождении воздуха);
- рефрижераторные (происходит охлаждение сжатого воздуха, что вызывает выпадение влаги).
Осуществляя выбор компрессора для покраски, можно добиться необходимого качества воздуха как путем подбора отдельных элементов (для этого есть специальные таблицы, с помощью которых можно подобрать оборудование для получения требуемого качества), так и приобретая уже готовые блоки для подготовки. Последние часто снабжают еще и манометрами для контроля давления. При проведении расчетов следует учитывать, что установка блока подготовки воздуха создаст дополнительную нагрузку и потребует увеличения расчетной мощности.
Шланги и рукава
Рукав используется для подключения пневмоинструмента к компрессору. И если в промышленных условиях для создания трасс подачи воздуха применяют прямые шланги, то в автомастерских и быту наибольшее распространение получили витые (спиральные) рукава. Их особенность заключается в технологии изготовления — рукав будет постоянно возвращаться в исходное (спиральное) положение. Это делает его очень удобным в использовании, но такая форма оказывает влияние на выбор мощности компрессора.
Например, при использовании витого рукава диаметром 9 мм и длиной 10 м падение давления составит от 1,7 до 2 бар. Если на выходе из компрессора будет 6 бар, то на входе краскопульта — 4,3-4 бар. Чем длиннее будет рукав, тем мощнее должен быть компрессор, но при этом рекомендуемая длина составляет не более 10 метров.
Краскопульты для покраски
Стоит упомянуть о том, что для покраски не менее важны особенности используемых инструментов (краскопультов). Сегодня самыми популярными считаются три типа краскопультов:
- HP — инструмент для начинающих мастеров и выполнения несложных бытовых работ. Для его нормальной работы компрессор должен создавать очень высокое давление (от 2,5 атмосфер).
- LVLP — профессиональный краскопульт, дорогостоящий и требующий хорошей подготовки рабочего. Для стабильной работы давление на входе должно составлять 1,5-2 атмосферы, расход воздуха — от 160 до 200 литров в минуту.
- HVLP — компромиссное решение между LVLP и HP. Входное давление — от 2 до 3 атмосфер, поток воздуха — 200-300 литров в минуту.
В этой статье мы не будем останавливаться на данных аксессуарах. Но их нельзя игнорировать в разговоре о компрессорах и покраске. Подробнее о том, как выбрать краскопульт, можно прочитать в отдельном материале «Советов эксперта».
Выбираем компрессор — выводы и примеры
Подводя итоги, можно рекомендовать следующий подход для выбора компрессора для покраски:
- Для бытовых условий подойдет одноцилиндровый безмасляный компрессор производительностью до 150-160 литров в минуту на выходе с ресивером на 25-50 литров. Давление — до 8 бар. Так как его время непрерывной работы не превышает 15-20 минут, то компрессор не будет успевать сильно нагреваться. А за счет отсутствия масла качество воздуха будет достаточным для грунтовки деталей, покраски забора, дверей или подкраски крыла автомобиля. В качестве примера можно привести недорогой компрессор для покраски Fubag OL 231/50, дополнительный плюс которого — встроенный воздушный фильтр.
- Для автомастерской потребуется полупрофессиональная модель производительностью 300-600 литров в минуту (давление — до 10 атмосфер). Обычно это масляные поршневые компрессоры с ременным приводом, что позволяет обеспечить хороший теплоотвод. Они могут работать непрерывно до 40 мин. Это достаточно тяжелые образцы, поэтому для повышения мобильности они могут иметь колеса. Например, хорошо зарекомендовал себя в работе Fubag DС 320/50 CM2.5. Благодаря наличию встроенного регулятора рабочего давления к нему можно подключать самые разные пневмоинструменты.
Для организации покрасочного пункта, производительности которого будет достаточно для полной покраски авто за один цикл, стоит приобрести устройство профессионального класса. Для электрического компрессора для покраски потребуется трехфазный двигатель, который обеспечит производительность до 900 литров в минуту, давление — до 16 бар. Объем ресивера может достигать 500 литров. К примеру, для интенсивной эксплуатации подойдет
Fubag DCF-900/270 CT7.5
(ресивер объемом 270 л, подача воздуха — до 900 литров в минуту, есть встроенная защита двигателя от перегрева).
Лучший компрессор для покраски — это модель, которая, вне зависимости от особенностей ее конструкции, оптимально подойдет для заданных потребителем условий эксплуатации и обеспечит наилучшее соотношение затрат и качества выполненной работы.
Источник