Какое давление аргона при сварке tig
Содержание статьи
Как сопоставить давление и расход аргона при сварке?
#1 Gekazub
Gekazub
- Новичок
- Cообщений: 25
- Город:Калининград
Отправлено 13 Июль 2016 00:09
Ребятки всем привет. Я хочу понять как сопоставить давление и расход аргона при сварке. Просто сегодня столкнулся с ротатор и не могу понять. Если я выставляю на аргоновом редукторе 7или 8 то как это сопоставить с расходы. И зачем этот «расход» нужен. Спасибо.
#2 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 13 Июль 2016 10:58
Я хочу понять как сопоставить давление и расход аргона при сварке
Разные вещи и в конкретной системе я бы их сопоставлял только после проверки расхода на выходе из горелки. Расход проверяется простейшим расходомером, например вот, который прямо на сопло надевается и продается в любом сварочном магазине:
Давление на выходе из редуктора потом еще несколько раз «редуцируется» на всех местных сопротивлениях, пока газ идет по трубкам, до горелки (повороты, соединения, изменения проходных диаметров) и в итоге в горелке это уже не то, что было на входе.
А вообще лучше редуктор с расходомером, чтобы не путаться.
#3 валера1963
валера1963
- Участник
- Cообщений: 1 833
- Город:Рязань
Отправлено 13 Июль 2016 11:27
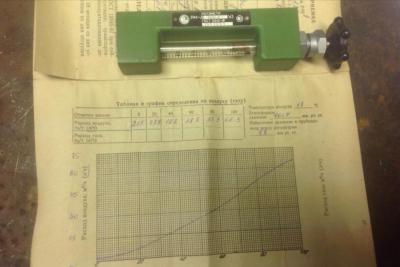
ДенисМ,Все эти пластиковые (пузырьки-ротаметры) измеряют в (попугаях).
На фото пример калибровки ротаметра по воздуху, у аргона калибровка будет отличаться (а если учесть, что вязкость газа меняется в зависимости от температуры, вообще голова заболит).
Прикрепленные изображения
#4 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 13 Июль 2016 11:36
валера1963,
Однако это намного лучше, чем ставить на редукторе «7 или 8». Поэтому для целей автора темы вполне подойдет.
#5 Kurt1
Kurt1
- Участник
- Cообщений: 2 492
- Город:В.Луки
Отправлено 13 Июль 2016 11:46
валера1963, ДенисМ, если дотошно подойти, то лучше обратить внимание вот на этот вопрос —
И зачем этот «расход» нужен.
В двух словах — исключить кислород в зоне дуги из расплавленногогорячего метала и вообще сторонние газы по максимуму (лучший вариант это камера).
Для меня цифры это как бы визуальное запоминание для быстрого выставления этого расхода а так по подбору по факту свариваемого материала, способа сварки, пространственного положения горелки и еще воз факторов, коих нет смысла перечислять, т.к. думаю ответ дал для чего расход нужен .
Сообщение отредактировал Kurt1: 13 Июль 2016 11:48
#6 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 13 Июль 2016 11:51
Kurt1,
Я на первую часть ответил про то, что автор хотел понять как связан давление с расходом))
Вторую оставил профессионалам. Спасибо, теперь я знаю как в двух словах на этот вопрос ответить.
#7 mikinalexei
mikinalexei
У каждого своё ощущение реальности
- Участник
- Cообщений: 345
- Город:Шумерля, Чувашия
Отправлено 13 Июль 2016 16:02
Ребятки всем привет. Я хочу понять как сопоставить давление и расход аргона при сварке. Просто сегодня столкнулся с ротатор и не могу понять. Если я выставляю на аргоновом редукторе 7или 8 то как это сопоставить с расходы. И зачем этот «расход» нужен. Спасибо.
За ротатор однозначно лайк.
Давление редуктора и расход газа разные процессы.
Можно настроить разное давление на выходе из редуктора (например 3,5 или 0,5 атм) и один расход на ротаметре (например 7 л/мин).
Но лучше двухступенчатый редуктор, но он дорогой. Поэтому делают здешние самодельщики по два последовательно и потом ротаметр, чтобы плавно понизить давление на выходе и исключить рывки подачи, так называемые пшики.
Сообщение отредактировал mikinalexei: 13 Июль 2016 16:09
#8 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:19
За ротатор однозначно лайк.
Давление редуктора и расход газа разные процессы.
Можно настроить разное давление на выходе из редуктора (например 3,5 или 0,5 атм) и один расход на ротаметре (например 7 л/мин).
Но лучше двухступенчатый редуктор, но он дорогой. Поэтому делают здешние самодельщики по два последовательно и потом ротаметр, чтобы плавно понизить давление на выходе и исключить рывки подачи, так называемые пшики.
Вот замечательная конструкция за 3500 получилась,за основу взял Миротворческую схему,где-то она здесь и на Чипе есть.Шланг Ду 6мм,длина-4 метра,пшиков не наблюдается,либо порой незначительный.
Прикрепленные изображения
#9 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 618
- Город:Владикавказ
Отправлено 14 Июль 2016 13:28
kot_obormot, второй редуктор лучше около аппарата ставить. Тогда любой шланг любой длины, и никаких пшиков. Да и регулировать удобнее. Ходить далеко не надо.
Хотя я от пшика на ПА специально не избавляюсь. Он у меня вместо предгаза.
#10 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 14 Июль 2016 13:33
kot_obormot,
Правильно ли я понимаю, что первый редуктор, кислородный, накручивается на баллон и на нем ставится некое давление и манометр проградуирован в барах. Второй к нему приделан пропановый, у которого манометр тоже в барах (а зачем второй редуктор?). Потом два ротаметра последовательно — в них в оба можно подключаться?
#11 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:38
kot_obormot, второй редуктор лучше около аппарата ставить. Тогда любой шланг любой длины, и никаких пшиков. Да и регулировать удобнее. Ходить далеко не надо.
Хотя я от пшика на ПА специально не избавляюсь. Он у меня вместо предгаза.
Ага,пшик на ПА мне тоже нравится,стоит древнючий аргоновый редуктор,собраный из двух.А эту штукенцию я сделал для мобильности,вдруг куда ехать с аппаратами,как обычно все по багажнику болтается.А так снял редуктор и положил в укромное место.Но конечно хорошая идея закрепить второй редуктор именно на аппарате,и ходить не надо,и пшики вообще на 100% исключим.Я первый свой баллон аргона на половину только пшиками и израсходовал,пока не соединил два редуктора.
#12 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 618
- Город:Владикавказ
Отправлено 14 Июль 2016 13:39
ДенисМ, ротаметры не последовательно. Каждый сам по себе. Например TIG и ПА подключить к одному баллону. Всё равно одновременно не работаешь. Манометр на пропановом редукторе есть, не выбрасывать же. Да и удобно. На выходе первого — 2 — 3 атмосферы ставится. На выходе второго — сколько для нужного расхода надо.
#13 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 618
- Город:Владикавказ
Отправлено 14 Июль 2016 13:41
,как обычно все по багажнику болтается.А так снял редуктор и положил в укромное место.
А два редуктора по отдельности в укромное место не поместятся?
#14 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:43
kot_obormot,
Правильно ли я понимаю, что первый редуктор, кислородный, накручивается на баллон и на нем ставится некое давление и манометр проградуирован в барах. Второй к нему приделан пропановый, у которого манометр тоже в барах (а зачем второй редуктор?). Потом два ротаметра последовательно — в них в оба можно подключаться?
Первый на два очка стоит с завода,даже ничего не трогал,ротаметр/ротаметры(в зависимости нужен поддув или нет) открыты полностью,расход регулируем пропановым.Когда без пропанового,то в редукторе с низкой стороны накапливается газ,причем немаловажную роль играет шланг в качестве ресивера и происходит пшик.Порой такое чувство,что литр аргона в воздух выпускаешь за секунды.Я не теоретик,не могу правильно сформулировать свои мысли.А если сейчас расскажу рабоче-крестьянским языком,то меня забанят.Не учитель я:-)
#15 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:44
А два редуктора по отдельности в укромное место не поместятся?
Ахах,не подумал:-) Ну все равно уже поздно,все сделано!
#16 ДенисМ
ДенисМ
- Участник
- Cообщений: 540
- Город:Санкт-Петербург
Отправлено 14 Июль 2016 13:49
сформулировать свои мысли
Да ну, понятно все сформулировали, спасибо При чем тут теоретики — молчуны они))
#17 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:50
Кстати,я бы и не парился по поводу пшиков,если б аргон в/ч стоил тыщи полторы.А он у нас 3400.
#18 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 618
- Город:Владикавказ
Отправлено 14 Июль 2016 13:51
kot_obormot, всё не так страшно. Если даже шланг 9 мм длиной 10 метров и давление на пол атмосферы набегает, то примерно 0,35. Тут другое важно, одноступенчатый редуктор не может низкое давление стабильно держать. Расход плавает, приходится завышенный ставить. Да и следить постоянно.
#19 SergDemin
SergDemin
- Эксперт
- Cообщений: 6 618
- Город:Владикавказ
Отправлено 14 Июль 2016 13:53
если б аргон в/ч стоил тыщи полторы
У нас просто аргон, какой есть . Не нравится — не бери. Сейчас по две, если не ошибаюсь.
Сообщение отредактировал SergDemin: 14 Июль 2016 13:53
#20 kot_obormot
kot_obormot
- Участник
- Cообщений: 479
- Город:Там,где нас нет
Отправлено 14 Июль 2016 13:55
kot_obormot, всё не так страшно. Если даже шланг 9 мм длиной 10 метров и давление на пол атмосферы набегает, то примерно 0,35. Тут другое важно, одноступенчатый редуктор не может низкое давление стабильно держать. Расход плавает, приходится завышенный ставить. Да и следить постоянно.
Кстати,да,согласен с вами.Присутствовало какое-то непостоянство в давлении.А вообще этот хромированый редуктор-гуано китайское,хоть и сделан в России.Фитинги,соединяющий ротаметры и редуктор с ротаметрами из порошка спечен,все сифонило.
Источник
Toyota MR2 i-VTEC ›
Бортжурнал ›
TIG. Учимся варить аргоном.
Всем привет и с наступившими!
Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.
Инвертор Fubag N176 с режимом cварки MMATIG
Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DCAC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.
Горелка для TIG сварки Quattro Elementi
Редуктор желательно брать с колбой с шариком.
Редуктор с функцией подогрева газа. Сама функция мне не нужна, тк работает при -30 гр.
При подключении фитингов и редуктора к балону используйте фум ленту для 100% герметичности. Сам газ — аргон продается в балонах 40, 10, и 5 литров. Я по не знанке купил в интернет магазине новый балон на 10л, и думал что он уже заправлен =), а он был конечно же пустой. Найти контору куда можно просто приехать и заправить балон не удалось, аргон везде продают на обмен (привез пустой, забрал другой полный и заплатил только за газ). Обычно на обмен новые балоны редкость, я нашел чуть чуть БУ =).
Редуктор подключенный к балону, шланг подключен к редуктору через быстросъем
Шлем хамелеон и защитные перчатки
Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.
Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).
Отдельно купил бу канальный вентилятор и замутил вытяжку над рабочим столом.
Вытяжка над рабочим столом
И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).
Первые результаты.
Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.
С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.
Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.
А вот так электрод. Еще пару секунд и сопло бы поплавилось.
Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.
Слишком мало тока, нет провара.
Поднял ток до 50А,
С третьей попытки получилось даже красиво).
И провар есть.
Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.
Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))
Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Источник